|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

ТРУБЫ СТАЛЬНЫЕ
ДЛЯ ТРУБОПРОВОДОВ
Технические условия
Часть 3
ТРЕБОВАНИЯ К ТРУБАМ КЛАССА С
ISO 3183-3:1999
Petroleum and natural gas industries - Steel pipes for
pipelines -
Technical delivery conditions - Part 3: Pipes of requirement class С
(IDT)
|
|
Москва Стандартинформ 2008 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны», Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ») на основе аутентичного перевода международного стандарта, указанного в пункте 4, который выполнен Федеральным государственным унитарным предприятием «Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия» (ФГУП «Стандартинформ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2007 г. № 609-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 3183-3:1999 «Промышленность нефтяная и газовая. Трубы стальные для трубопроводов. Технические условия поставки. Часть 3. Трубы класса С» (ISO 3183-3:1999 «Petroleum and natural gas industries - Steel pipes for pipelines - Technical delivery conditions - Part 3: Pipes of requirement class С»). Внесено дополнение в приложение А для удобства пользования стандартом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении Е
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
Введение
При подготовке серии международных стандартов ИСО 3183 Технический комитет не ставил задачу определения уровня качества трубопроводов, которые имеют специфическое применение.
Однако комитет признал, что существует несколько основных уровней качества:
Во-первых, признана необходимость обеспечить основной уровень качества, по стандарту ANSI/API Spec 5L [1] соответствующий трубам класса А, который рассматривается в ИСО 3183-1.8
Во-вторых, многие потребители предъявляют дополнительные требования к трубам, которые используются, например, для магистральных трубопроводов. Такие дополнительные требования соответствуют трубам класса В и рассматриваются в ИСО 3183-2.
В-третьих, существуют некоторые особые требования к применению, такие как работа с кислыми средами, эксплуатация в зоне шельфа или при низких температурах, когда предъявляются очень строгие требования к трубам. Они отражены в разделе требований по классу С и рассматриваются в ИСО 3183-3.
По свойствам ударной вязкости ИСО 3183-3 предлагает выбор необходимых методов испытаний, которые обеспечивают предотвращение хрупкого излома или протяженного вязкого разрушения. Проведение испытаний на разрыв падающим грузом является частью необходимых процедур, которые рассматриваются обычно для газопроводов.
Требования к работе удара по Шарпи для избежания протяженного вязкого разрушения были приняты на основе имеющихся данных в соответствии с рекомендациями EPRG (European Pipeline Research Group) [3] в отношении труб, предназначенных для транспортирования обедненного сухого природного газа. Признано, что насыщенный газ или двухфазная среда могут требовать повышенных свойств ударной вязкости, которые могут быть определены только в отдельных случаях.
Задачей проектировщика является определение необходимых требований к ударной вязкости в соответствии с предполагаемым применением и использование труб с повышенной ударной вязкостью и/или применение механического устройства для устранения образования трещин.
Для труб класса С коэффициент прочности шва, равный 1,0, может быть использован в расчетах трубопроводов на основе условий, которые установлены для производства этих труб и контроля швов.
Выбор класса требований зависит от многих факторов. Следует учитывать свойства рабочего вещества, условия обслуживания, нормы проектирования и любые установленные требования. Следовательно, основная задача потребителя - выбрать класс труб, соответствующих заданному применению.
Примечание - Настоящий стандарт распространяется на продукцию широкого диапазона типов, размеров и технических ограничений. В некоторых сферах применения отсутствие единого международного стандарта на проектирование трубопроводов повлекло бы за собой различия в национальных правилах и конфликтные требования к потребителю, что осложнило бы техническую гармонизацию. Следовательно, может возникнуть необходимость изменить некоторые обязательные требования настоящего стандарта для того, чтобы добиться соответствия различным национальным нормам проектирования. Однако настоящий стандарт остается основным нормативным документом, и такие дополнения должны быть приведены в соответствие с техническими условиями во время заказа (например примечание к 8.2.3.3.1).
Обозначение используемых в настоящем стандарте сталей не соответствует инструкциям, данным в ИСО /TR 4949 [3] на образование этих обозначений. Они были установлены на основе принципа, согласованного техническими комитетами ИСО /ТС 67/SC 1 и ECISS/TC 29/SC 2 для ИСО 3183 и для европейского стандарта ЕН 10208, чтобы избежать неправильного понимания, которое может возникнуть при использовании разных наименований одной и той же марки.
ГОСТ Р ИСО 3183-3-2007
ТРУБЫ СТАЛЬНЫЕ ДЛЯ ТРУБОПРОВОДОВ
Технические условия
Часть 3
ТРЕБОВАНИЯ К ТРУБАМ КЛАССА С
Steel pipes for pipelines. Specifications. Part 3. Requirements for class С pipes
Дата введения - 2008-06-01
1 Область применения
Настоящий стандарт определяет технические условия на поставку стальных сварных и бесшовных труб из нелегированных и легированных (за исключением нержавеющих) сталей. Настоящий стандарт устанавливает более строгие требования, чем в стандартах ИСО 3183-1 и ИСО 3183-2. Настоящий стандарт распространяется на трубы, которые используют для транспортирования горючей жидкости в особо сложных условиях, таких как эксплуатация в зоне шельфа, работа при низких температурах и/или в кислых средах (3.5).
Настоящий стандарт не распространяется на литые стальные трубы.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты:
ИСО 148-1:1983 1) Материалы металлические. Ударное испытание на маятниковом копре по Шарпи. Часть 1. Метод испытания
__________
1) Действует ИСО 148-1:2006.
ИСО 377:1997 Сталь и стальные изделия. Расположение и приготовление испытуемых образцов и образцов для конкретных механических испытаний
ИСО 404:1992 Сталь и стальные заготовки. Общие технические условия поставки
ИСО 2566-1:1984 Сталь. Таблицы перевода величин относительного удлинения. Часть 1. Сталь углеродистая и низколегированная
ИСО 3183-1:1996 Промышленность нефтяная и газовая. Трубы стальные для трубопроводов. Технические условия поставки. Часть 1. Трубы класса А
ИСО 3183-2:1996 Промышленность нефтяная и газовая. Трубы стальные для трубопроводов. Технические условия поставки. Часть 2. Трубы класса В
ИСО 4885:1996 Изделия из черных металлов. Виды термообработки. Словарь
ИСО 4948-1:1982 Стали. Классификация. Часть 1. Классификация сталей на нелегированные и легированные по химическому составу
ИСО 4948-2:1981 Сталь. Классификация. Часть 2. Классификация нелегированной и легированной стали по основным классам качества и основному свойству или области применения
ИСО 6507-1:1982 2) Материалы металлические. Определение твердости по Виккерсу. Часть 1. Метод испытания
__________
2) Действует ИСО 6507-1:2005.
ИСО 6508-1:1986 1) Материалы металлические. Определение твердости по Роквеллу. Часть 1. Метод определения (шкалы А, В, С, D, E, F, G, Н, К, N, Т)
__________
1) Действует ИСО 6508-1:2005.
ИСО 6892:1998 Материалы металлические. Испытание на растяжение при температуре окружающей среды
ИСО 6929:1987 Продукты из стали. Определение и классификация
ИСО 7438:1985 2) Материалы металлические. Испытание на загиб
__________
2) Действует ИСО 7438:2005.
ИСО 7539-2:1989 Коррозия металлов и сплавов. Испытание на коррозию под напряжением. Часть 2. Приготовление и использование коромыслообразных образцов
ИСО 8492:1998 Материалы металлические. Трубы. Испытание на сплющивание
ИСО 8501-1:1988 Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень ржавости и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий
ИСО 9303:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения продольных несовершенств
ИСО 9304:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Контроль методом вихревых токов для обнаружения несовершенств
ИСО 9305:1989 Трубы стальные бесшовные напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения поперечных несовершенств
ИСО 9402:1989 Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Испытание труб из ферромагнитной стали методом рассеяния магнитного потока по всей поверхности для обнаружения продольных дефектов
ИСО 9598:1989 Трубы стальные бесшовные напорные. Контроль всей периферийной поверхности труб из ферромагнитной стали путем исследования магнитных полей рассеяния для обнаружения поперечных несовершенств
ИСО 9764:1989 Трубы стальные, полученные электрической контактной сваркой и индукционной сваркой, напорные. Ультразвуковой контроль сварного шва для обнаружения продольных несовершенств
ИСО 9765:1990 Трубы стальные напорные, полученные дуговой сваркой под флюсом. Ультразвуковой контроль сварного шва для обнаружения продольных или/и поперечных несовершенств
ИСО 10124:1994 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля для обнаружения слоистых несовершенств
ИСО 10474:1991 Сталь и стальные изделия. Документы о контроле
ИСО 10543:1993 Трубы стальные напорные бесшовные и сварные, обжатые при горячей вытяжке. Ультразвуковой контроль толщины по всей периферийной поверхности
ИСО 11484:1994 Трубы стальные напорные. Квалификация и сертификация персонала по неразрушающему контролю
ИСО 11496:1993 Трубы стальные бесшовные и сварные напорные. Ультразвуковой контроль концов труб для обнаружения слоистых несовершенств
ИСО 12094:1994 Трубы стальные сварные напорные. Ультразвуковой контроль для обнаружения слоистых несовершенств в полосовом/листовом материале, используемом для изготовления сварных труб
ИСО 12096:1996 Трубы стальные напорные, полученные дуговой сваркой под флюсом. Радиографический контроль сварного шва для обнаружения несовершенств
ИСО 12135:1996 3) Материалы металлические. Унифицированный метод испытания на определение вязкости разрушения под действием квазистатической нагрузки
___________
3) Действует ИСО 12135:2002.
ИСО 13663:1995 Трубы стальные сварные напорные. Ультразвуковой контроль участка, смежного со сварным швом, для обнаружения слоистых несовершенств
ИСО 13664:1997 Трубы стальные напорные бесшовные и сварные. Контроль концов труб магнитопорошковым методом для обнаружения слоистых несовершенств
ИСО 13665:1997 Трубы стальные напорные бесшовные и сварные. Контроль тела трубы магнитопорошковым методом для определения поверхностных несовершенств
ИСО 14284:1996 Сталь и чугун. Отбор и приготовление образцов для определения химического состава
ANSI/API RP 5L3:1996 1) Проведение испытаний на разрыв падающим грузом для труб магистральных трубопроводов
__________
1) Действует ANSI/API RP 5L3:2003.
ASME Section IX: 1995 2) Нормы ASME на котлы и сосуды внутреннего давления
__________
2) Действует ASME Section IX:2004.
АСТМ А370-96 (1996) Стандартные методы контроля и определения терминов по механическим испытаниям стальных изделий
ЕН 288-3:1992 Технические требования и аттестация сварочных металлических материалов. Часть 3. Контрольные испытания при электродуговой сварке стали
NACE TM0177:96 (1996) Лабораторные измерения металлов по устойчивости к разрушению под действием напряжений в сульфидсодержащей среде и коррозионное разрушение в сероводородной среде
NACE ТМ0284:96 (1996) Оценка сталей для трубопроводов и сосудов высокого давления на сопротивляемость водородному растрескиванию
3 Термины и определения
3.1 Общие положения
В настоящем стандарте применены термины и определения по:
- ИСО 4948-1 и ИСО 4948-2 - классификация сталей;
- ИСО 6929 - определение стальных изделий;
- ИСО 4885 - виды термообработки;
- ИСО 377, ИСО 404 и ИСО 10474 - варианты процедур отбора образцов, контроля качества и документов контроля, а также следующие термины с соответствующими определениями, приведенные в 3.2-3.6.
3.2 Виды труб и сварки
3.2.1 бесшовная труба; БТ (seamless pipe): Труба, изготовленная способом горячего деформирования.
Примечание - За формовкой трубы для получения необходимых размеров может следовать холодная калибровка (6.5) или холодная отделка (3.3.5).
3.2.2 труба, изготовленная высокочастотной сваркой; ТВЧС (high-frequency welded pipe): Труба, которая производится путем формовки из рулонного проката и сварки кромок без использования дополнительного наплавляемого металла, причем продольный шов получают с помощью тока высокой частоты (не менее 100 кГц), подводимого путем индукции или кондукции.
3.2.3 труба, изготовленная дуговой сваркой под флюсом; ДСФ (submerged arc-welded pipe): Труба, которую производят формовкой листового проката и сваркой кромок с добавлением наплавляемого металла, где продольный (ДСФП) и спиральный (ДСФС) швы получают автоматической дуговой сваркой под флюсом (6.3).
Примечание - Не менее чем по одному проходу делают на внутренней и наружной поверхностях трубы. Разрешается однопроходная прихватка, которая предшествует дуговой сварке под флюсом (6.3.3).
3.2.4 стыковой шов [strip (plate) end weld]: Сварной шов, который соединяет концы рулонного (листового) проката.
3.2.5 составная труба (jointer): Два отрезка трубы, соединенные кольцевым сварным швом.
3.2.6 тело трубы (pipe body): Для сварной трубы это вся труба, исключая шов или швы и зоны термического влияния, для бесшовной трубы - вся труба полностью.
3.3 Условия обработки
3.3.1 горячая деформация при температуре нормализации (normalizing forming): Процесс деформирования, при котором заключительная фаза деформации осуществляется в определенном температурном диапазоне, что придает материалу свойства, аналогичные тем, которые характерны материалу после нормализации.
Примечание 1 - После деформации при температуре нормализации механические свойства остаются такими же, как и после нормализации.
Примечание 2 - Буквенное обозначение данного условия поставки - N.
3.3.2 термомеханическая обработка (thermomechanical forming): Процесс деформирования, при котором заключительная фаза деформации осуществляется в определенном температурном диапазоне, что приводит к свойствам материала с заданными параметрами, которые невозможно достигнуть или повторить только при одной термообработке.
Примечание 1 - Последующее нагревание выше 580 °С может понизить значения прочности.
Примечание 2 - Буквенное обозначение данного условия поставки - М.
Примечание 3 - Термомеханическая обработка, которая соответствует условию поставки М, может включать в себя процессы с возрастающей скоростью охлаждения и отпуском (или без отпуска), в том числе самоотпуск, но исключая непосредственную закалку и закалку с отпуском.
3.3.3 закалка с отпуском (quenching and tempering): Термообработка, включающая упрочнение стали закалкой, с последующим отпуском.
Примечание 1 - Упрочнение закалкой предполагает аустенизацию стали, за которой следует охлаждение при таких условиях, когда аустенит переходит в более или менее полный мартенсит и возможно бейнит.
Примечание 2 - Отпуск стали предполагает нагревание один или более раз до температуры, которая меньше нижней температуры рекристаллизации (Ac1), а также поддержание этой температуры, за которой следует охлаждение с заданной скоростью так, чтобы структура модифицировалась и были достигнуты требуемые свойства.
Примечание 3 - Буквенное обозначение данного условия поставки - Q.
3.3.4 холодная формовка (формообразование) (cold forming): Процесс, когда листовой или рулонный прокат формуют в трубу без нагрева.
3.3.5 холодная отделка (cold finishing): Процесс холодной обработки (обычное холодное волочение) с остаточной деформацией более 1,5 %.
Примечание - Данный уровень остаточной деформации отличается от уровня после холодной калибровки, описанной в 6.5.
3.4 Несовершенства и дефекты
3.4.1 несовершенства (imperfections): Отклонения толщины стенки или качества поверхности трубы, не соответствующие требованиям настоящего стандарта.
Примечание - Несовершенства, размер и/или плотность распределения которых в пределах критериев приемки, определенных в настоящем стандарте, не имеют практического значения для предполагаемого использования изделия.
3.4.2 дефекты (defects): Отклонения геометрических размеров или качества поверхности, превышающие допустимые величины, определенные в настоящем стандарте.
3.5 Условия эксплуатации
Условия эксплуатации зависят от проекта трубопровода и определяются потребителем в соответствии с предполагаемым применением.
Примечание - В рамках настоящего стандарта термины «эксплуатация в кислых средах», «эксплуатация в зоне шельфа», «эксплуатация при низких температурах» определяют условия эксплуатации.
3.6 Согласование требований
Если иное не определено, то «по согласованию» означает согласование требований между изготовителем и потребителем на момент заказа.
3.7 Символы на полях
Следующие символы используют на полях страниц и таблиц для обозначения вариантов условий поставки:
ОС - обязательное согласование [5.2, перечисление а)];
УС - если не согласовано иное, остается на усмотрение изготовителя [5.2, перечисление b)];
ПС - произвольное согласование [5.2, перечисление с)].
4 Классификация и обозначения сталей
4.1 Классификация сталей
Для производства труб класса С используют нелегированные и легированные специальные стали. Их классификация в соответствии с ИСО 4948-1 и ИСО 4948-2 приведена в таблице 1.
Таблица 1 - Классификация и обозначения сталей
|
Условия термообработки |
Класс стали в соответствии с ИСО 4948-1, ИСО 4948-2 |
Обозначение стали 1) |
|
Нормализация или прокатка при температуре нормализации |
Нелегированная специальная сталь |
L245NC |
|
L290NC |
||
|
L360NC |
||
|
Закалка и отпуск |
Нелегированная специальная сталь |
L290QC |
|
Легированная специальная сталь |
L360QC |
|
|
L415QC |
||
|
L450QC |
||
|
L485QC |
||
|
L555QC |
||
|
Термомеханическая обработка |
Нелегированная специальная сталь |
L290MC |
|
L360MC |
||
|
L415MC |
||
|
Легированная специальная сталь |
L450MC |
|
|
L485MC |
||
|
L555MC |
||
|
1) Буквы N, Q и М обозначают условия термообработки согласно 3.3. Буква S должна добавляться к обозначению стали, которую используют в кислой среде. Например, L450QCS. |
||
4.2 Обозначения сталей
Обозначения сталей по настоящему стандарту приведены в таблице 1.
Примечание - Сопоставление обозначений сталей с теми, которые указаны в АРI Spec 5L [1]и[4], приведено в приложении А.
5 Информация, предоставляемая потребителем
5.1 Обязательная информация
Потребитель должен предоставить в заказе следующую информацию:
a) количество заказанного изделия (т.е. общая масса и общая длина труб);
b) форму изделия (труба);
c) вид трубы (таблица 2);
d) обозначение настоящего стандарта;
e) обозначение стали (таблица 1), включая условия эксплуатации в кислых или некислых средах;
f) требования к ударной вязкости (7.3.1);
g) наружный диаметр трубы и толщину стенки в миллиметрах (7.6.1.1);
h) эксплуатацию в зоне шельфа, при использовании [таблица 11, сноски 5), 6) и 7.6.3.4.2];
i) для тех труб, которые не эксплуатируют на шельфе, диапазон длин или, если требуется, точную длину в метрах (7.6.3.4 и таблица 13);
j) проектную температуру эксплуатации, при необходимости [7.3.1, перечисления а), b) и 8.2.3.5.];
k) требуемые документы по контролю (8.1);
i) информацию о типе предполагаемого последующего покрытия, при необходимости;
m) предполагаемое использование трубы для изготовления колен, при необходимости.
5.2 Дополнительная информация
Настоящий стандарт определяет порядок согласования между потребителем и изготовителем дополнительной информации (7.3.1, примечание 1) или других условий, в дополнение к обычно применяемым условиям поставки, в соответствии с перечислениями а) и с). Необходимость в дополнительной информации или дополнительные требования должны быть четко определены при заказе.
Примечание - Дополнительная информация отмечена символами ОС, УС, ПС, как определено в 3.7.
a) Обязательное согласование (ОС) - требования, которые должны быть согласованы при необходимости:
1) химический состав труб толщиной стенки более 25 мм (таблицы 3 и 4);
2) механические свойства труб толщиной стенки более 25 мм [таблица 5, сноска 1)];
3) предоставление информации по окружному напряжению [7.3.1, перечисление с)];
4) требования по испытаниям на ударный изгиб и ударный изгиб падающим грузом (DWTT) для труб наружным диаметром более 1430 мм и/или толщиной стенки более 25 мм [таблица 8, сноска 1); таблица 9];
5) допуски на диаметр для концов труб толщиной стенки более 25 мм [таблица 11, сноска 2)];
6) допуски на диаметр для труб диаметрами более 1430 мм (таблица 11);
7) требования по овальности для труб, эксплуатируемых в зоне шельфа, с D/T более 75 (таблица 11);
8) сторона, ответственная за издание документа по контролю типа 3.2 (8.1);
9) маркировка труб, предназначенных для последующего покрытия (9.1.4);
10) периодичность и объем испытаний для аттестации производственного процесса [В.3, перечисление а) (приложение В)].
b) Если не согласовано иное, остается на усмотрение изготовителя (УС):
1) метод проверки требований геометрических размеров (8.2.3.14.4);
2) выбор периода проведения неразрушающего контроля бесшовных труб (D.2.2, приложение D);
3) рентгеновский контроль для определения продольных несовершенств [D.5.4, перечисление а) (приложение D)].
c) Произвольное согласование (ПС) - требования, которые могут быть согласованы:
1) метод выплавки стали для сварных труб (6.3.3);
2) производство труб ДСФП с двумя продольными швами (6.3.3);
3) отказ от холодного экспандирования труб ДСФП (6.5);
4) поставка труб ДСФС со спиральным швом, которые содержат стыковые швы концов листового или рулонного проката (6.6);
5) содержание меди и/или молибдена [таблица 4, сноски 3), 9)];
6) технические требования к поглощенной работе разрушения (7.3.1);
7) температура испытания на ударный изгиб по Шарпи и, если необходимо, температура DWTT, отличная от температуры стандартных испытаний, приведенной в таблицах 6, 8 и 9 (7.3.1, 8.2.3.3.1, 8.2.3.4);
8) ограничение на диапазон предела текучести [таблица 5, сноска 2)];
9) увеличение σт0,5/σв [таблица 5, сноска 3)];
10) данные по свариваемости и испытаниям швов (7.4.2);
11) применение допуска на внутренний диаметр [таблица 11, сноска 3)];
12) применение допуска на наружный диаметр [таблица 11, сноска 4)];
13) длина трубы, отличная от той, которая указана в (7.6.3.4.1, 7.6.3.4.2, 7.6.3.4.3);
14) специальная форма и размер фаски (7.6.4.2);
15) зачистка наружной поверхности шва на трубах ДСФ (7.6.5.2.2);
16) испытание поперечных образцов на растяжение для бесшовных труб [таблица 20, сноска 2)];
17) дополнительное испытание на растяжение образцов с продольным швом для подводных трубопроводов [таблица 20, сноска 6)];
18) использование цилиндрических образцов для испытаний (8.2.2.3);
19) использование выправленных и термообработанных проб труб для испытаний (8.2.2.3);
20) использование альтернативных поперечных образцов для испытаний на ударный изгиб по Шарпи (8.2.2.4);
21) использование гидравлической раздачи колец для определения предела текучести (8.2.3.2.3);
22) замена макрографического контроля каким-либо альтернативным методом испытания (8.2.3.8.1);
23) испытание на твердость во время производства и максимальное значение твердости для ТВЧС труб с термообработанным швом (8.2.3.8.2);
24) фотомикрография зарегистрированных трещин при испытаниях на водородное растрескивание (8.2.3.9);
25) другие методы испытаний на сульфидную коррозию под напряжением и критерии приемки для аттестации производственного процесса (8.2.3.10);
26) давление гидравлического испытания и/или окружное напряжение более стандартного значения (8.2.3.12.1);
27) давление гидравлического испытания в соответствии с ИСО 3183-1 (8.2.3.12.3);
28) использование специальных средств измерения диаметра трубы (8.2.3.14.1);
29) использование холодного клеймения или виброгравировки (9.1.3);
30) специальная маркировка (9.2);
31) временная защита, включая защитное покрытие, грунтовку, заводское покрытие лаком и другие временные защитные средства (раздел 10);
32) испытание на прокаливаемость металла трубы для аттестации производственного процесса [В.3, перечисление d) (приложение В)];
33) испытание на сульфидную коррозию под напряжением для аттестации производственного процесса [В.3, перечисление е) (приложение В)];
34) CTOD - испытание на раскрытие вершины трещин для аттестации производственного процесса [В.3, перечисление f) (приложение В)];
35) контроль расслоений на концах труб в пределах 100 мм или на фасках труб (D.2.4 , приложение D);
36) контроль расслоений в бесшовных трубах, эксплуатируемых в некислой среде [D.3.3, перечисление b) (приложение D)];
37) увеличение объема контроля толщины стенки (D.3.4, приложение D);
38) применение дополнительных требований (для бесшовных труб) (D.3.5, приложение D);
39) ограничение размера отдельного расслоения до 100 мм2 (таблица D.2, приложение D);
40) уровень приемки L2/C (L2) для неразрушающего контроля труб, полученных высокочастотной сваркой (D.4.2, приложение D);
41) применение дополнительных операций для труб, полученных высокочастотной сваркой (D.4.5, приложение D);
42) использование на образцах надрезов фиксированной глубины для калибровки оборудования [D.5.2.1, перечисление d) (приложение D)];
43) использование пенетрометров с отверстием вместо проволочных пенетрометров ИСО [D.5.5.1, перечисление а) (приложение D)];
44) применение дополнительных операций для труб, изготовленных дуговой сваркой под флюсом (D.5.6, приложение D).
5.3 Примеры заказов
Предпочтительно, чтобы информация при заказе была предоставлена следующим образом:
a) 32000 м труб ДСФП ГОСТ Р ИСО 3183-3 L415MC 610×12,5 r2, требования к величине работы ударного изгиба по 7.3.1, перечисление b), при TD: -10 °С, документ о контроле по ИСО 10474 (3.1, С).
Для информации: трубы предназначены для последующего трехслойного покрытия на основе полиэтилена.
b) 20000 м труб БТ ГОСТ Р ИСО 3183-3, L450QC 219,1×12,5, требования к величине работы ударного изгиба по 7.3.1, перечисление b), при TD: -10 °С, эксплуатируемых в зоне шельфа, документ о контроле по ИСО 10474 (3.1, В);
c) 2000 м труб БТ ГОСТ Р ИСО 3183-3 L360NC 88,9×14,2 r2, требования к величине работы ударного изгиба по 7.3.1, перечисление а), документ о контроле по ИСО 10474 (3.1, С).
Для информации: труба предназначена для последующего нанесения наплавлением наружного эпоксидного покрытия.
Любые дополнительные соглашения или дополнительные требования должны быть включены (5.2).
6 Требования к технологии производства труб
6.1 Общие положения
6.1.1 Все трубы должны быть произведены в соответствии с производственным процессом, одобренным потребителем.
Проверка процесса производства может быть выполнена по анализу существующих данных или после проведения аттестации в соответствии с приложением В.
6.1.2 Все операции контроля труб неразрушающими методами (НК), используемыми в настоящем стандарте, должны проводиться специалистами, аттестованными в области неразрушающего контроля в соответствии со стандартом ИСО 11484 или аналогичным ему.
6.2 Изготовление стали
6.2.1 Сталь, о которой идет речь в настоящем стандарте, должна быть получена в кислородном конверторе или в электропечи.
6.2.2 Сталь должна быть полностью успокоенной и мелкозернистой. Для кислой среды должны использоваться материалы, прошедшие вакуумную дегазацию или другой альтернативный процесс. Материал может быть очищен от включений с контролем формы для повышения сопротивления водородному растрескиванию (образованию пузырей и ступенек).
6.3 Производство труб
6.3.1 Общие положения
Виды труб описаны в 3.2 и приведены в таблице 2. Вид трубы и вид термообработки, а также группа прочности стали должны быть определены потребителем.
6.3.2 Производство бесшовных труб
Бесшовные трубы производят из заготовок, полученных непрерывной разливкой, или из слитка. Если используют холодную обработку, то это должно быть указано в документе контроля.
6.3.3 Производство сварных труб
Весь листовой и рулонный прокат для производства труб ТВЧС, ДСФП, ДСФС должен быть получен из заготовок, выплавленных непрерывным литьем или литьем под давлением, и должен соответствовать требованиям к исходному материалу, указанным в таблице 2.
ПС Альтернативные методы плавки должны быть согласованы.
Для труб ТВЧС, свариваемых из рулонного проката и предназначенных для эксплуатации в кислых средах, свариваемые кромки следует предварительно механически обработать или отфрезеровать.
Листовой прокат должен быть визуально обследован после прокатки и проконтролирован ультразвуком для выявления расслоений в соответствии с приложением D. Ультразвуковое исследование может быть проведено до или после обрезки листа по усмотрению изготовителя. Рулонный или листовой прокат, который используют для производства труб ТВЧС и ДСФС, должен пройти контроль таким же образом.
Если изготовитель труб ТВЧС или ДСФС может провести контроль, включая ультразвуковой, всего тела готовой трубы, то контроль может быть отложен до этой стадии.
Рулонный или листовой прокат, который используют для производства спирально-шовных труб дуговой сваркой под флюсом, должен иметь ширину не менее 0,8 и не более 3,0 наружных диаметров трубы.
ПС По согласованию прямошовные трубы, изготовленные дуговой сваркой под флюсом, могут производиться двухшовными.
При производстве прямошовных и спирально-шовных труб, сваренных под флюсом, перед сваркой должна удаляться любая смазка, которая загрязняет свариваемые кромки и прилегающую к ним поверхность.
Прерывистая сварка прихваточными швами при дуговой продольной сварке под флюсом с подготовленными кромками не должна допускаться, пока изготовитель не представит данные потребителю о том, что обеспечиваются свойства, указанные в технических требованиях.
6.4 Условия поставки
Трубы должны поставляться в соответствии с условиями формовки и термообработки, которые приведены в таблице 2.
Таблица 2 - Виды труб, исходные материалы, способ изготовления труб и термообработки
|
Вид трубы |
Вид заготовки |
Способ изготовления 1) |
Термообработка труб |
Символ термообработки |
|
Бесшовная (БТ) |
Слиток или заготовка |
Нормализация при деформации |
- |
N |
|
Горячая деформация |
Нормализация |
N |
||
|
Закалка с отпуском |
Q |
|||
|
Горячая деформация и холодная финишная обработка |
Нормализация |
N |
||
|
Закалка с отпуском |
Q |
|||
|
Изготовленная высокочастотной сваркой (ТВЧС) |
Рулонный прокат с нормализацией |
Холодная формовка |
Нормализация шва |
N |
|
Рулон, изготовленный термомеханической прокаткой |
Термообработка шва |
М |
||
|
Термообработка шва и снятие напряжения (вся труба) |
М |
|||
|
Горячекатаный или горячекатано-нормализованный рулонный прокат |
Нормализация (вся труба) |
N |
||
|
Закалка и отпуск (вся труба) |
Q |
|||
|
Холодная формовка и горячее редуцирование при контролируемой температуре с результатом соответствующей нормализации |
- |
N |
||
|
Холодная формовка и термомеханическая обработка |
- |
М |
||
|
Изготовленная дуговой сваркой под флюсом |
Рулонный или листовой прокат с нормализацией или горячекатано-нормализованный |
Холодная формовка |
- |
N |
|
Рулонный или листовой прокат, изготовленный термомеханической прокаткой |
М |
|||
|
Закалённый и отпущенный рулонный или листовой прокат |
Q |
|||
|
Рулонный или листовой прокат с нормализацией, термомеханической прокаткой, прокаткой с нормализацией |
Закалка и отпуск (вся труба) |
Q |
||
|
Рулонный или листовой прокат в состоянии после прокатки, термомеханической прокатки, прокатки с нормализацией или нормализованный |
Формовка при температуре нормализации |
- |
N |
|
|
1) См. 3.3.4. |
||||
6.5 Холодное экспандирование и холодная калибровка
ПС Если иное не оговорено, трубы, изготовленные дуговой сваркой под флюсом с продольным швом, должны быть экспандированы механическим способом, без нагрева.
Степень экспандирования должна быть:
0,003 <Sr ≤ 0,015,
где Sr обозначает степень калибровки.
Для других видов труб калибровка до их окончательных размеров может быть произведена экспандированием или редуцированием. Эта операция не должна приводить к чрезмерному деформированию. В тех случаях, когда проводится термообработка только околошовной области, степень калибровки Sr не должна превышать 0,015.
Степень калибровки Sr определяют по формуле
![]() (1)
(1)
где Dа - наружный диаметр после калибровки, мм;
Db - наружный диаметр перед калибровкой, мм;
D - номинальный наружный диаметр, мм.
6.6 Стыковые швы, соединяющие концы рулонного или листового проката
На трубах не допускаются стыковые швы.
ПС По согласованию, для спирально-шовных труб, изготовленных из листового проката, разрешена поставка труб, которые содержат стыковые швы (рисунок 3с), при условии, что эти швы находятся на расстоянии не менее 200 мм от торца трубы. При этом стыковой шов должен пройти контроль неразрушающими методами, которые используют для кромок листового проката и швов в соответствии с D.5.1, приложение D.
6.7 Поставка составных труб
Поставка составных труб не допускается.
7 Технические требования к качеству труб
7.1 Общие положения
Требования, приведенные в настоящем стандарте, применяются при условиях, которые соответствуют техническим требованиям по отбору и подготовке образцов, а также методам испытания, изложенным в 8.2.2 и 8.2.3.
Примечание - В таблице 19 приводится обзор тех таблиц и разделов, которые касаются требований и технических условий на испытания.
Дополнительно к требованиям настоящего стандарта применяют общие технические требования к поставке по ИСО 404.
7.2 Химический состав
7.2.1 Химический состав должен подтверждаться химическим анализом продукции. Химический состав плавки и его отклонения должны быть обеспечены производственным процессом (6.1.1).
7.2.2 Химический состав продукции должен быть ограничен данными, приведенными в таблице 3 для труб, не предназначенных для эксплуатации в кислых средах, и в таблице 4 для труб, эксплуатируемых в кислых средах.
Таблица 3 - Химический состав стали (анализ продукции) труб, не предназначенных для эксплуатации в кислых средах
|
Обозначение стали |
Массовая доля элементов, %, не более |
CEV3) |
Рcm 4), 5) |
||||||||
|
С1) |
Si |
Мn1) |
Р |
S |
V |
Nb |
Ti |
Другие2) |
макс. |
макс. |
|
|
Сталь для бесшовных и сварных труб |
|||||||||||
|
L245NC |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
- |
- |
- |
6) |
0,36 |
0,19 |
|
L290NC |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
6) |
0,36 |
0,19 |
|
L360NC |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,10 |
0,05 |
0,04 |
7), 8) |
0,43 |
0,22 |
|
Сталь для бесшовных труб |
|||||||||||
|
L290QC |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
6) |
0,34 |
0,19 |
|
L360QC |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,07 |
0,05 |
0,04 |
7), 8) |
0,39 |
0,20 |
|
L415QC |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,08 |
0,05 |
0,04 |
7), 8) |
0,41 |
0,22 |
|
L450QC |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,09 |
0,05 |
0,06 |
7), 8) |
0,42 |
0,22 |
|
L485QC |
0,17 |
0,45 |
1,75 |
0,020 |
0,010 |
0,10 |
0,05 |
0,06 |
7), 8) |
0,42 |
0,23 |
|
L555QC |
0,17 |
0,45 |
1,85 |
0,020 |
0,010 |
0,10 |
0,06 |
0,06 |
По согласованию |
||
|
Сталь для сварных труб |
|||||||||||
|
L290MC |
0,12 |
0,40 |
1,35 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
6) |
0,34 |
0,19 |
|
L360MC |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
8) |
0,37 |
0,20 |
|
L415MC |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,08 |
0,06 |
0,06 |
7), 8) |
0,38 |
0,21 |
|
L450MC |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,10 |
0,06 |
0,06 |
7), 8) |
0,39 |
0,22 |
|
L485MC |
0,12 |
0,45 |
1,75 |
0,020 |
0,010 |
0,10 |
0,06 |
0,06 |
7), 8) |
0,42 |
0,23 |
|
L555MC |
0,14 |
0,45 |
1,85 |
0,020 |
0,010 |
0,10 |
0,06 |
0,06 |
По согласованию |
||
|
ОС Химический состав относится к трубам толщиной стенки до 25 мм и должен согласовываться для труб большей толщиной стенки. Элементы, которых нет в настоящей таблице, не должны добавляться без согласия потребителя, кроме элементов, которые можно добавлять для раскисления и завершения плавки2). 1) Для каждого снижения массовой доли углерода на 0,01 % ниже его максимальной массовой доли допускается повышение массовой доли марганца на 0,05 % выше заданных максимальных значений, но не более чем на 0,20 %. 2) А1 ≤ 0,060; N ≤ 0,012; А1:N ≤ 2 (кроме стали, раскисленной титаном). 3)
Углеродный эквивалент 4) Параметр
стойкости против растрескивания 5) Для бесшовных труб разрешены значения Рсm на 0,03 более табличных значений, вплоть до максимального значения 0,25. 6) Сu ≤ 0,35; Ni ≤ 0,30; Сг ≤ 0,30; Мо ≤ 0,10; В ≤ 0,0005. 7) Суммарная доля элементов V, Nb, Ti не должна превышать 0,15 %. 8) Сu ≤ 0,50; Ni ≤ 0,50; Сr ≤ 0,50; Мо ≤ 0,50; В ≤ 0,0005. |
|||||||||||
Таблица 4 - Химический состав стали (анализ продукции) труб, предназначенных для эксплуатации в кислых средах
|
Обозначение стали |
Массовая доля элементов, %, не более |
CEV5) |
Рcm 6), 7) |
||||||||
|
С1) |
Si |
Мn1) |
Р |
s2) |
V |
Nb |
Ti |
Другие 3)'4) |
макс. |
макс. |
|
|
Сталь для бесшовных и сварных труб |
|||||||||||
|
L245NCS |
0,14 |
0,40 |
1,35 |
0,020 |
0,003 |
- |
- |
- |
- |
0,36 |
0,19 |
|
L290NCS |
0,14 |
0,40 |
1,35 |
0,020 |
0,003 |
0,05 |
0,05 |
0,04 |
- |
0,36 |
0,19 |
|
L360NCS |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,05 |
0,05 |
0,04 |
8) |
0,43 |
0,22 |
|
Сталь для бесшовных труб |
|||||||||||
|
L290QCS |
0,14 |
0,40 |
1,35 |
0,020 |
0,003 |
0,04 |
0,04 |
0,04 |
- |
0,34 |
0,19 |
|
L360QCS |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,07 |
0,05 |
0,04 |
8) |
0,39 |
0,20 |
|
L415QCS |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,08 |
0,05 |
0,04 |
8), 9) |
0,41 |
0,22 |
|
L450QCS |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,09 |
0,05 |
0,06 |
8), 9) |
0,42 |
0,22 |
|
Сталь для сварных труб |
|||||||||||
|
L290MCS |
0,10 |
0,40 |
1,25 |
0,020 |
0,002 |
0,04 |
0,04 |
0,04 |
- |
0,34 |
0,19 |
|
L360MCS |
0,10 |
0,45 |
1,45 |
0,020 |
0,002 |
0,05 |
0,05 |
0,04 |
- |
0,37 |
0,20 |
|
L415MCS |
0,10 |
0,45 |
1,45 |
0,020 |
0,002 |
0,08 |
0,06 |
0,06 |
8) |
0,38 |
0,21 |
|
L450MCS |
0,10 |
0,45 |
1,55 |
0,020 |
0,002 |
0,10 |
0,06 |
0,06 |
8), 9) |
0,39 |
0,22 |
|
L485MCS |
0,10 |
0,45 |
1,55 |
0,020 |
0,002 |
0,10 |
0,06 |
0,06 |
8), 9) |
0,39 |
0,22 |
|
ОС Химический состав относится к трубам толщиной стенки до 25 мм и должен согласовываться для труб большей толщиной стенки. Элементы, которых нет в настоящей таблице, не должны добавляться без согласия потребителя, кроме элементов, которые можно добавлять для раскисления и завершения плавки2). 1) При снижении массовой доли углерода на каждые 0,01 %ниже установленного максимального значения допускается увеличение массовой доли марганца на 0,05 % выше установленного максимального значения, но не более чем на 0,20 %. 2) Для бесшовных труб допускается массовая доля серы 0,008 %. 3) А1 ≤ 0,060; N ≤ 0,012; А1:N ≥ 2 (кроме стали, раскисленной титаном); Сu ≤ 0,35 (по договоренности ≤ 0,10); Ni ≤ 0,30; Сr ≤ 0,30; Мо ≤ 0,10; В ≤ 0,0005. ПС 4) Для сварных труб, когда в металл добавляют кальций, отношение Ca/S должно быть ≥ 1,5 при массовой доле S > 0,0015 %. Для всех типов труб (бесшовных и сварных) массовая доля Са должна быть ограничена до 0,006 %. 5)
Углеродный эквивалент 6) Параметр
стойкости против растрескивания ПС 7) Для бесшовных труб разрешены значения Рсm на 0,03 более значений настоящей таблицы, вплоть до максимального значения 0,25. 8) Суммарная доля элементов V, Nb, Ti не должна превышать 0,15 %. 9) Для данных групп прочности стали допускается массовая доля молибдена не более 0,35 %. |
|||||||||||
7.3 Механические и технологические характеристики труб
Трубы должны соответствовать требованиям, приведенным в таблице 5.
Таблица 5 - Требования к механическим свойствам труб при испытании на растяжение, изгиб и к гидравлическим испытаниям
|
Обозначение стали |
Тело трубы1) (бесшовные и сварные трубы) |
Сварной шов1) |
Гидравлическое испытание (8.2.3.1) |
||||
|
ТВЧС, ДСФ |
ДСФ |
||||||
|
Предел текучести2) σт0,5, Н/мм2 |
Временное сопротивление, Н/мм2, не менее |
Коэффициент σт0,5/σв3)'4), не более |
Удлинение5) |
Предел прочности на растяжение σв, Н/мм2, не менее |
Диаметр оправки для испытания на изгиб6) (8.2.3.6) |
||
|
L245NC, L245NCS |
От 245 до 440 |
415 |
0,90 |
22 |
Те же значения, что и для тела трубы |
3Т |
Каждая труба должна выдержать испытание без течи и деформации в пределах допусков |
|
L290NC, L290NCS |
От 290 до 440 |
415 |
0,90 |
21 |
3Т |
||
|
L290QC, L290QCS |
|||||||
|
L290MC, L290MCS |
|||||||
|
L360NC, L360NCS |
От 360 до 510 |
460 |
0,90 |
20 |
4Т |
||
|
L360QC, L360QCS |
|||||||
|
L360MC, L360MCS |
|||||||
|
L415QC, L415QCS |
От 415 до 565 |
520 |
0,92 |
18 |
5Т |
||
|
L415MC, L415MCS |
|||||||
|
L450QC, L450QCS |
От 450 до 570 |
535 |
0,92 |
18 |
6Т |
||
|
L450MC, L450MCS |
|||||||
|
L485QC, L485MC, |
От 485 до 605 |
570 |
0,92 |
18 |
6Т |
||
|
L485MCS |
|||||||
|
L555QC, L555MC |
От 555 до 675 |
625 |
0,92 |
18 |
6Т |
||
|
ОС 1) Механические свойства металла труб распространяются на трубы номинальной толщиной стенки до 25 мм включительно. Для труб номинальной толщиной стенки более 25 мм механические свойства при испытании на растяжение устанавливают по согласованию сторон. ПС 2) Диапазон значений предела текучести может быть согласован во время заказа. ПС 3) Значения коэффициента относятся к изделию «труба». Они не должны быть затребованы для исходных материалов. Для стали L415MCS, L450MCS и L485MCS коэффициент может быть увеличен по согласованию до 0,93. Для бесшовных труб, технология производства которых предусматривает закалку с отпуском, по согласованию с потребителем коэффициент σт0,5/σв может быть больше, чем показан в настоящей таблице. 4) Коэффициент σт0,5/σв для сталей с термической обработкой М применяют только для поперечных образцов. 5) Приведенные значения относятся к поперечным образцам, которые вырезают из тела трубы. Если испытывают продольные образцы (таблица 20), то значения относительного удлинения должны быть на две единицы выше. 6) Т - номинальная толщина стенки трубы. |
|||||||
По характеристикам вязкости труба должна соответствовать одному из следующих требований, установленных потребителем при заказе (5.1):
а) таблица 7 (температура испытания в соответствии с таблицей 6) (обычно для труб, применяемых для транспортирования жидких веществ);
b) таблица 7 (температура испытания в соответствии с таблицей 6) и испытание на ударный изгиб падающим грузом (DWTT) по таблице 8 (обычно для газопроводов, эксплуатируемых в зоне шельфа);
c) для основных материалов - таблица 8 (включающая требования DWTT и испытания на ударный изгиб по Шарпи).
Для зоны шва минимальное значение работы удара должно равняться 40 Дж (минимальное среднее значение по трем испытаниям при минимальном единичном значении 30 Дж) при той же температуре испытания, что и для основного материала (обычно для труб, применяемых для транспортирования газа в зоне шельфа).
ПС По согласованию значения работы ударного изгиба для основного материала в таблице 8 могут быть заменены на значения, которые получены по формуле в таблице 9.
ОС В данном случае потребитель должен предоставить информацию по значениям окружного напряжения.
Примечание 1 - В случае горячей формовки и/или последующей термообработки при монтаже труб, которые поставляются в закаленном и отпущенном состояниях или после термомеханической прокатки, могут произойти недопустимые изменения механических свойств (см. 3.3.2). При необходимости потребителю следует связаться с изготовителем для более детальной информации.
Примечание 2 - Требования к ударной вязкости в таблице 8 были определены с использованием коэффициента надежности - 1,4. Температура испытания, указанная в таблицах 6, 8 и 9, соответствует температуре, при которой используют трубы класса С.
Таблица 6 - Температура испытания образцов на ударный изгиб по Шарли
|
Номинальная толщина стенки T, мм |
Температура испытания1)'2) °С |
|
Т ≤ 20 |
TD + (-10) |
|
20 < Т ≤ 30 |
TD + (-20) |
|
Т > 30 |
TD + (-30) |
|
1) TD - значение температуры при заказе. ПС 2) Могут быть согласованы другие температуры (7.3.1, примечание 2). |
|
Таблица 7 - Требования к величине работы ударного изгиба при испытании на образцах по Шарпи с V-образным надрезом
В джоулях
|
Группа прочности |
Среднее значение трех образцов |
Минимальное отдельное значение |
|
L245 |
27 |
22 |
|
L290 |
30 |
24 |
|
L360 |
36 |
30 |
|
L415 |
42 |
35 |
|
L450 |
45 |
38 |
|
L485 |
50 |
40 |
|
L555 |
56 |
45 |
|
Примечание - Испытание должно проводиться при температуре в соответствии с таблицей 6. В настоящей таблице даны значения работы при испытании поперечных полноразмерных образцов, для уменьшенных испытательных образцов - см. 8.2.3.3.2. Номинальные характеристики удара должны быть увеличены в 1,5 раза для продольных образцов. |
||
Таблица 8 - Требования к испытаниям на ударный изгиб на образцах Шарпи с V-образным надрезом и испытаниям на ударный изгиб падающим грузом (DWTT)
|
Обозначение стали |
Минимальная работа удара 1) KV, Дж |
DWTT испытание3). Область вязкого разрушения, % |
||||||||
|
Наружный диаметр трубы D, мм |
Тело трубы, D, мм |
|||||||||
|
<510 |
>510 |
>610 |
>720 |
>820 |
>920 |
>1020 |
>1120 |
>1220 |
500<D |
|
|
≤610 |
≤720 |
≤820 |
≤920 |
≤1020 |
≤1120 |
≤1220 |
≤1430 |
≤1430 |
||
|
Поперечные к оси трубы образцы (продольные к оси трубы образцы - в квадратных скобках)2) |
|
|||||||||
|
L245NC, L245NCS |
|
|
|
3) |
||||||
|
L290NC, L290NCS |
|
|||||||||
|
L290QC, L290QCS |
|
40 (30) |
|
|||||||
|
L290MC, L290MCS |
|
[60 (45)] |
42 (32) |
|||||||
|
L360NC, L360NCS |
|
|
||||||||
|
L360QC, L360QCS |
|
|
|
|
||||||
|
L360MC.L360MCS |
|
|
|
|
||||||
|
L415QC, L415QCS |
|
|
40(30) |
41(31) |
44(33) |
46(35) |
48 |
51(38) |
854) |
|
|
L145MC, L415MCS |
|
|
|
|
|
|
|
(36) |
|
|
|
L450QC, L450QCS |
|
41(31) |
43(32) |
46(35) |
48(36) |
51(38) |
53(40) |
57(43) |
||
|
L450MC, L450MCS |
|
|
[62(47)] |
|
|
|
|
|
|
|
|
L485QC, L485MC, |
46(35) |
50(38) |
55(41) |
58(44) |
62(47) |
65(49) |
68(51) |
71(53) |
77(58) |
|
|
L485MCS |
[69(52)] |
[75(56)] |
[83(62)] |
|
|
|
|
|
|
|
|
L555QC, |
61(46) |
68(51) |
76(57) |
83(62) |
90(68) |
96(72) |
102(77) |
108(81) |
120(90) |
|
|
L555MC |
[92(69)] |
[102(77)] |
[114(86)] |
|
|
|
|
|
|
|
|
Температура испытаний должна быть минус 10° или ниже, по согласованию (7.3.1, примечание 2). ПС 1) Показатели работы удара относятся к трубам наружным диаметром ≤ 1430 мм и толщиной стенки ≤25 мм при испытании полноразмерных образцов. Для уменьшенных испытательных образцов - см. 8.2.3.3.2. Номинальные свойства (без прямых скобок) соответствуют минимальным средним значениям по трем испытаниям; индивидуальные минимальные значения (75 % всех средних показателей) определены в круглых скобках. Для труб наружным диаметром > 1430 мм и/или толщиной стенки > 25 мм показатели должны быть согласованы. ОС 2) Образцы для испытания должны вырезаться поперечно к оси трубы, пока минимальные нестандартные образцы шириной 5 мм можно изготовить без правки (таблица 21). 3) Применяется только для труб, спроектированных для газопроводов наружным диаметром > 500 мм, толщиной стенки > 8 мм и минимальным пределом текучести > 360 Н/мм2. 4) Среднее значение двух испытаний. |
||||||||||
Таблица 9 - Минимальные значения работы удара по Шарпи на образцах с V - образным надрезом
|
Обозначение стали |
Минимальная работа ударной вязкости KV, Дж |
|
L245 . . . до L450 . . . |
KV = 2,67 × 10-4 σ1,5hp D0,5 (с минимумом в 40 Дж) |
|
L485QC, L485MC, L485MCS |
KV = 3,21 × 10-4 σ1,5hp D0,5 |
|
L555QC, L555MC |
KV = 3,57 × 10-5 σhp (D/2)1/3 Т1/3 |
|
ПС Температура испытания должна быть минус 10 °С или ниже, по согласованию. Расчетные значения распространяются на трубы наружным диаметром ≤ 1430 мм и толщиной стенки ≤25 мм для полноразмерных поперечных образцов. Для уменьшенных образцов - см. 8.2.3.3.2. Расчетное значение является минимальным средним значением для группы из трех испытуемых образцов. Минимальные значения для отдельных испытаний могут быть ниже требуемого среднего значения, но не меньше чем 75 % данного показателя. Об ориентации заготовок для образцов - см. таблицу 21. Значения минимальной работы ударной вязкости для продольных образцов при испытаниях должны быть на 50 % выше, чем для поперечных образцов. ОС Для труб наружным диаметром > 1430 мм и толщиной стенки > 25 мм показатели должны быть согласованы. Примечание - Формулы идентичны тем, которые используют в ИСО 13623 [6], за исключением того, что в ИСО 13623 используют другие термины и символы для номинальных наружных диаметров и толщин стенок: σhp - окружное напряжение, Н/мм2; D - номинальный наружный диаметр, мм; Т - заданная толщина стенки, мм. |
|
7.3.2 Специальные требования к трубам при эксплуатации их в кислой среде
7.3.2.1 Результаты испытаний, проведенных по NACE TM0284, на сопротивление растрескиванию под воздействием водорода должны соответствовать следующим значениям, причем указанные значения являются средними для трех секций каждого образца:
коэффициент чувствительности к растрескиванию (CSR) ≤ 2 %;
коэффициент длины трещины (CLR) ≤ 15 %;
коэффициент ширины трещины (CTR) ≤ 5 %.
7.3.2.2 Должно проводиться испытание на твердость. Максимальная твердость в любом месте (в теле трубы, зоне термического влияния и шве) не должна превышать 250 HV10 (22 HRC).
Испытания на твердость по Роквеллу должны проводиться только на основном металле, но не в зоне термического влияния (HAZ) или в металле шва. В спорном случае должен быть применен метод Виккерса (8.2.3.11.1).
7.3.2.3 Результаты испытаний на сульфидное растрескивание под напряжением при аттестации производственного процесса должны соответствовать следующему требованию: образец не должен иметь видимых трещин, глубина которых превышает 0,1 мм.
7.4 Свариваемость
7.4.1 С учетом процессов производства труб для трубопроводов требования по химическому составу стали и, в частности, ограничения по характеристикам CEV и Pcm (таблицы 3 и 4) были обоснованы необходимостью обеспечить свариваемость стали, которая поставляется в соответствии с настоящим стандартом.
Однако следует учитывать, что поведение стали во время и после сварки будет зависеть не только от ее химического состава, но также от использованных расходных материалов для сварки и от условий подготовки и проведения сварки.
ПС 7.4.2 Изготовитель, по согласованию с потребителем, должен предоставить данные по свариваемости соответствующей стали или предоставить данные испытаний сварного шва. В случае предоставления данных по испытаниям шва должны быть согласованы условия испытания и требования к качеству.
7.5 Состояние поверхности, несовершенства и дефекты
7.5.1 Изготовитель должен предпринять соответствующие меры предосторожности для того, чтобы не допустить образования дефектов и минимизировать возможные несовершенства.
7.5.2 Обработка поверхности на производстве должна быть проведена таким образом, чтобы несовершенства поверхности можно было обнаружить при визуальном контроле.
7.5.3 Поверхностные несовершенства, обнаруженные при визуальном контроле, должны быть измерены, классифицированы и обработаны соответствующим образом (приложение С):
а) несовершенства глубиной, равной или менее 5 % номинальной толщины стенки, которые не выводят размеры стенки за пределы допуска, должны быть классифицированы как допустимые и обработаны в соответствии с С.1.
Примечание - Потребитель может выдвинуть специальные требования по устранению несовершенств на поверхности, если на трубу будет наноситься покрытие;
b) несовершенства глубиной более 5 % номинальной толщины стенки, которые не выводят толщину стенки за пределы допуска, должны быть классифицированы как дефекты и должны быть ликвидированы шлифовкой в соответствии с С.2 или обработаны согласно С.3;
c) несовершенства, которые выводят толщину стенки за пределы допуска, классифицируются как дефекты, и с трубами должны быть выполнены операции согласно С.3;
d) прожоги электродом, находящиеся в местах сварки на поверхности, которые возникли вследствие искрения между электродом или проводом заземления и поверхностью трубы, должны рассматриваться как дефекты, и трубы ремонтируют согласно С.2 или С.3, перечисления b), с) (приложение С).
4.5.4 Для подрезов, которые обнаружены при визуальном осмотре труб, полученных дуговой сваркой под флюсом, применяются критерии приемки, приведенные в D.5.5.2, перечисления d), f) (приложение D).
7.5.5 Критерии приемки труб с несовершенствами, обнаруженными неразрушающими методами контроля согласно 8.2.3.16, определяются в приложении D.
7.5.6 Все трубы должны быть без дефектов (3.4.2).
7.5.7 Отклонения от нормального цилиндрического контура трубы, которые возникли в результате процесса формовки или других производственных процессов (в частности, вмятины, плоские участки, выпуклости), не должны превышать следующие пределы:
- 3 мм - для плоских участков, выпуклостей и холоднодеформированных вмятин с острой выемкой на дне;
- 6 мм - для других вмятин.
Данные пределы относятся к разнице между верхней точкой отклонения и линией экстраполяции нормального контура трубы.
Измерения плоских участков и выпуклостей проводятся по 8.2.3.14.3. Длина вмятин в любом направлении не должна превышать одну четвертую наружного диаметра трубы.
7.5.8 Любые участки повышенной твердости, размеры которых превышают 50 мм в любом направлении, должны иметь твердость меньше 35 HRC (345 HV10) для труб, используемых в некислой среде.
Для труб, используемых в кислой среде, твердость на внутренней поверхности трубы не должна превышать 25 HRC (250 HV10), на наружной поверхности - 27 HRC (275 HV10).
7.6 Размеры, массы и допуски
7.6.1 Размеры
7.6.1.1 Трубы должны поставляться размерами, которые определены в заказе, и с допусками в соответствии с 7.6.3-7.6.6. Наружный диаметр и толщина стенки в таблице 10 взяты из ИСО 4200 [7] и предпочтительны для заказа, но могут быть заказаны и другие размеры.
7.6.1.2 Длины труб приведены в 7.6.3.4, а обработка концов труб - по 7.6.4.
Таблица 10 - Предпочтительные значения наружных диаметров и толщины стенки (поля помечены крестиками)
В миллиметрах
|
Наружный диаметр |
Толщина стенки |
||||||||||||||||||||||||||
|
2,3 |
2,6 |
2,9 |
3,2 |
3,6 |
4,0 |
4,5 |
5,0 |
5,6 |
6,3 |
7,1 |
8,0 |
8,8 |
10,0 |
11,0 |
12,5 |
14,2 |
16,0 |
17,5 |
20,0 |
22,2 |
25,0 |
28,0 |
30,0 |
32,0 |
36,0 |
40,0 |
|
|
33,7 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
42,4 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
48,3 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
|
|
|
|
|
|
|
|
|
|
|
60,3 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
|
|
|
|
|
|
|
|
|
|
88,9 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
|
|
|
|
|
|
|
114,3 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
|
|
|
|
|
168,3 |
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
219,1 |
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
273,0 |
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
323,9 |
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
355,6 |
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
406,4 |
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
457,0 |
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
508,0 |
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
559,0 |
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
610,0 |
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
660,0 |
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
711,0 |
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
762,0 |
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
813,0 |
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
864,0 |
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
914,0 |
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1016,0 |
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1067,0 |
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1118,0 |
|
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1168,0 |
|
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1219,0 |
|
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1321,0 |
|
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1422,0 |
|
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1524,0 |
|
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
1626,0 |
|
|
|
|
|
|
|
|
|
|
|
|
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
Массу на единицу длины М, кг/м, определяют по следующей формуле
M = (D - T)·T·0,0246615, (2)
где D - номинальный наружный диаметр, мм;
Т - номинальная толщина стенки, мм.
Плотность стали принята равной 7,85 кг/дм3.
Наружный диаметр при измерении в соответствии с 8.2.3.14 должен быть в пределах допусков, указанных в таблице 11.
Овальность должна быть в пределах, приведенных в таблице 11.
Таблица 11 - Допуски на диаметр и овальность
|
Наружный диаметр D, мм |
Диаметр трубы, за исключением конца1) |
Диаметр конца1),2) трубы |
Овальность5) |
|||
|
Бесшовная труба |
Сварная труба |
Бесшовная труба |
Сварная труба |
Труба, кроме концов1) |
Конец1)'2)'6) трубы |
|
|
D≤60 |
± 0,5 мм или ± 0,75 % D (какой больше) |
± 0,5 мм или ± 0,75 % D (какой больше), но макс. ± 3 мм |
± 0,5 мм или ± 0,5 % D3) (какой больше), но макс. ± 1,6 мм |
Включено в допуск на диаметр |
||
|
60<D≤610 |
2,0% (1,5%) |
1,5% (1,0%) |
||||
|
610<D≤1430 |
± 1 % D |
± 0,5 % D, но макс. ± 4 мм |
± 2,0 мм4) |
± 1,6мм4) |
1,5 %, но макс. 15 мм (1,0 %, но макс. 5 мм) для D/Т ≤ 75; 2,0 % для D/T > 75 (по согласованию) |
1,0% для D/Т ≤ 75(0,75%); 1,5% для D/Т > 75 (по согласованию) |
|
D>1430 |
По согласованию |
По согласованию |
По согласованию4) |
|||
|
1) Конец трубы - это 100 мм от торца трубы. ОС 2) Для бесшовных труб значения применимы для толщины стенки ≤ 25 мм; для большей толщины - по согласованию. ПС 3) Допуски могут относиться к внутреннему диаметру для номинального наружного диаметра > 168,3 мм. 4) Если не согласовано, допуск на диаметр относят к внутреннему диаметру. 5) При прокладке трубопровода в зоне шельфа применяют требования в скобках. ПС 6) Если допуск на диаметр относится к внутреннему диаметру, внутренний диаметр должен также быть основой для требований по овальности. Для трубопроводов в зоне шельфа овальность концов должна быть связана: - с наружным диаметром трубы для D ≤ 168,3 мм; - с внутренним диаметром трубы для D > 168,3 мм. |
||||||
Толщина стенки на любом участке трубы должна быть в пределах допусков, приведенных в таблице 12, за исключением того, что в зоне сварки она не должна ограничиваться плюсовым допуском.
Таблица 12 - Допуски на толщину стенки
|
Толщина стенки Т, мм |
Допуск |
|
Бесшовные трубы |
|
|
Т<4 |
+ 0,6 мм/-0,5 мм |
|
4≤Т<10 |
+15%/-12,5% |
|
10≤Т<25 |
+12,5%/-12,5%1),2) |
|
|
+3,75 мм или +10%3) |
|
Т≥25 |
-3,0 мм или -10%3) |
ТВЧС трубы |
|
|
Т≤6 |
± 0,40 мм |
|
6<Т≤15 |
+ 0,75 мм |
|
Т>15 |
± 1,00 мм |
ДСФ трубы |
|
|
Т≤6 |
± 0,50 мм |
|
6<Т≤15 |
± 0,75 мм |
|
15<Т≤20 |
+ 1,00 мм |
|
|
+1,50 мм |
|
Т>20 |
-1,00 мм |
|
1) Для наружного диаметра ≥ 273 мм и D/T > 20 допуск должен быть +15 %/-12,5 %. 2) Если заказывают трубы диаметром, отличающимся от указанного диаметра в таблице 10, например для бесшовных труб, заказываемых по внутреннему диаметру, допуск на толщину стенки должен быть +15,0 %/-12,5%. 3) В зависимости от того, что больше. |
|
7.6.3.4.1 Трубы немерной длины должны поставляться в соответствии с требованиями по определенным группам длин (таблица 13).
Трубы мерной длины должны поставляться с допуском +100 мм.
Таблица 13 - Требования по группам немерных длин
В метрах
|
Группа длины |
Пределы длины для 90 % заказа1) |
Минимальная средняя длина в заказе |
Самая короткая длина трубы в заказе |
|
r1 |
От 6 до 11 |
8 |
4 |
|
r2 |
От 9 до 14 |
11 |
6 |
|
r3 |
От 10 до 16 |
13 |
7 |
|
r4 |
От 11 до 19 |
15 |
8 |
|
1) Верхний предел - это показатель длины отдельной трубы. |
|||
7.6.3.4.2 Минимальная средняя длина трубы, предназначенной для использования в зоне шельфа, должна быть 12,1 м. По требованию потребителя изготовитель труб должен подтвердить максимальную среднюю длину трубы, которая будет поставляться в соответствии с заказом. Фактическая длина каждой трубы (от торца до торца) должна быть в пределах от 11,70 до 12,70 м.
Примечание 1 (к 7.6.3.4.1 и 7.6.3.4.2) - По согласованию с потребителем трубы, из которых готовят испытательные образцы, могут быть поставлены меньшей длины.
Примечание 2 (к 7.6.3.4.2) - Минимальная средняя длина 12,1 м для трубопроводов, предназначенных для работы в зоне шельфа, определяется как оптимальная длина труб для транспортировки на баржах-трубоукладчиках (S-lay), используемых на момент подготовки настоящего стандарта. Это может измениться с течением времени. Средняя минимальная длина 12,1 м может не быть оптимальной для глубоководных барж-трубоукладчиков (J-lay), в чем в настоящее время имеется небольшой опыт и поэтому потребителю следует согласовать пределы длины труб с изготовителем.
ПС 7.6.3.4.3 Длины, отличные от тех, которые приведены в 7.6.3.4.1 и 7.6.3.4.2, могут быть согласованы.
Общее отклонение от прямой линии должно быть ≤0,15 % полной длины трубы. Другие локальные отклонения от прямолинейности должны быть < 3 мм/м.
7.6.4.1 Все концы труб должны быть обрезаны под прямым углом к оси трубы и не иметь заусенцев. Отклонение от перпендикулярности (рисунок 1) не должно превышать:
- 1 мм - для наружного диаметра менее или равного 220 мм;
- 0,005 D, но максимально 1,6 мм, - для наружных диаметров более 220 мм.
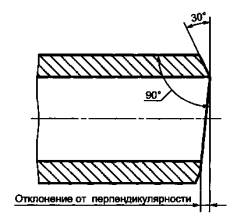
Рисунок 1 - Отклонение от перпендикулярности торца (косина реза)
7.6.4.2 Если иное не определено, торцы труб толщиной стенок более чем 3,2 мм должны иметь фаску под сварку. Угол фаски, измеряемый от линии, перпендикулярной к оси трубы, должен быть 30° с допуском + 5°. Ширина поверхности фаски должна быть 1,6 мм с допуском ± 0,8 мм.
ПС Другая подготовка концов может быть согласована.
Там, где выполняют внутренний конус расточкой или шлифованием, угол внутренней фаски, измеряемый от продольной оси, не должен быть более чем:
- для бесшовных труб - как указано в таблице 14;
- для сварных труб наружным диаметром более 114,3 мм - 7°.
Таблица 14 - Максимальный угол внутренней фаски для бесшовных труб
|
Номинальная толщина стенки Т, мм |
Максимальный угол внутренней фаски |
|
Т<10,5 |
7,0° |
|
10,5≤Т<14,0 |
9,5° |
|
14,0≤Т<17,0 |
11,0° |
|
Т≥17,0 |
14,0° |
7.6.5 Допуски для сварных швов
7.6.5.1 Радиальное смещение кромок листового или рулонного проката
7.6.5.1.1 Для труб, полученных высокочастотной сваркой, радиальное смещение кромок рулонного проката не должно приводить к остаточной толщине стенки Тr в сварном шве менее чем заданный допусками минимум толщины стенки (рисунок 2а).
7.6.5.1.2 Для труб, полученных дуговой сваркой под флюсом, максимальное радиальное смещение (Oо и Oi на рисунке 2b) кромок листового или рулонного проката должно быть в соответствии с таблицей 15.
Таблица 15 - Максимальное радиальное смещение кромок для труб, полученных дуговой сваркой под флюсом
В миллиметрах
|
Номинальная толщина стенки Т |
Максимальное радиальное смещение |
|
Т≤10 |
1,0 |
|
10<Т≤20 |
0,1Т |
|
Т>20 |
2,0 |
7.6.5.2 Высота грата или валика шва (усиления шва)
7.6.5.2.1 Наружный грат в трубах, полученных высокочастотной сваркой, должен быть удален. Внутренний грат не должен превышать 0,3 мм + 0,057, где Т - номинальная толщина стенки. При обработке толщина стенки не должна быть меньше заданного минимума.
Глубина выемки, которая возникла в результате удаления внутреннего грата трубы, полученной высокочастотной сваркой, не должна быть больше значений, приведенных в таблице 16.
Таблица 16 - Максимальная допустимая глубина выемки для труб, полученных высокочастотной сваркой
В миллиметрах
|
Номинальная толщина стенки Т |
Максимальная глубина выемки |
|
Т≤4,0 |
0,10Т |
|
4,0<Т≤8,0 |
0,40 |
|
Т>8,0 |
0,05Т |

Тr - остаточная толщина из-за радиального смещения кромок
а - Радиальное смещение кромок рулонного проката (ТВЧС трубы)
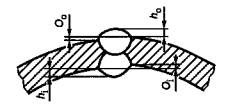
Oo, Oi - наружное и внутреннее смещение кромок рулонного или листового проката;
ho, hi - наружная и внутренняя высота валика шва
b - Радиальное смещение и высота валика шва концов рулонного или листового проката (ДСФ трубы)
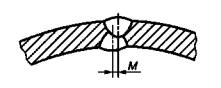
с - Несовпадение М осей швов (ДСФ трубы)
Рисунок 2 - Возможные отклонения размеров сварных швов
7.6.5.2.2 Валик внутреннего шва ДСФ труб должен быть обработан заподлицо с допуском +0,5 мм на расстоянии 100 мм от торцов трубы (hi на рисунке 2b).
Высота валика сварного шва на остальной части трубы не должна превышать значений, приведенных в таблице 17.
Таблица 17 - Максимальная высота валика сварного шва для труб ДСФ (за исключением концов труб)
В миллиметрах
|
Номинальная толщина стенки Т |
Максимальная высота валика сварного шва |
|
|
внутренняя hi |
внешняя hо |
|
|
Т≤15 |
3 |
3 |
|
Т>15 |
3 |
4 |
ПС Для того, чтобы учесть особенности монтажной сварки, может быть согласована зачистка наружного сварочного валика для ДСФ труб на расстоянии до 150 мм от каждого торца трубы. В этом случае допуск на наружный сварочный валик будет +0,5 мм.
7.6.5.2.3 Валик сварного шва должен быть сглажен до основного металла и для труб, полученных дуговой сваркой под флюсом, не должен искажать контур трубы, за исключением того, что разрешается для подрезов [D.5.5.2, перечисление d) (приложение D)].
7.6.5.3 Смещение осей сварных швов
Любые несовпадения осей сварных швов труб, сваренных под флюсом (рисунок 2с), не должны превышать значений, приведенных в таблице 18.
Таблица 18 - Допустимое смещение осей сварных швов, сваренных под флюсом
В миллиметрах
|
Номинальная толщина стенки Т |
Допустимое несовпадение осей швов |
|
Т≤20 |
3 |
|
Т>20 |
4 |
Масса любой трубы не должна отклоняться от массы, определенной в соответствии с 7.6.2, более чем на +10 % или -3,5 %.
8 Контроль труб
8.1 Документы по контролю
Соответствие требованиям заказа должно быть подтверждено определенным контролем продукции, который проводится в соответствии с настоящим стандартом.
Потребитель должен определить, какие из следующих документов по контролю требуются:
ИСО 10474-3.1.А;
ИСО 10474-3.1.В;
ИСО 10474-3.1.С;
ИСО 10474-3.2.
Примечание - При выборе документа по контролю потребителю следует учитывать соответствующие требования стандартов или законодательных документов по трубопроводам.
ОС Если определены документы по контролю 3.1.А, 3.1.С или 3.2, потребителю следует также указать в заказе адрес организации или ответственного лица за осуществление проверки, выпуск и достоверность документа по контролю, за исключением документа 3.2, который должен быть согласован со стороной, издающей документ.
8.2 Виды контроля и испытаний
8.2.1 Виды испытаний и периодичность их проведения
Испытания, проводимые для различных видов труб, приведены в таблице 19.
Таблица 19 - Виды испытаний и требования к ним
|
Вид трубы |
Вид испытания, его условное обозначение |
Статус испытания2) |
Периодичность испытаний |
Условия отбора образцов |
Метод испытания |
Требования |
||||
|
БТ1) |
твчс1) |
ДСФ1) |
||||||||
|
ДСФП |
ДСФС |
|||||||||
|
× |
× |
× |
× |
Химический анализ продукции, а |
m |
1 анализ на плавку |
таблицы 3, 4 |
|||
|
× |
× |
× |
× |
Испытание на растяжение3): - тело трубы, b1 |
m |
Партия должна состоять из труб: - одной плавки - одного вида термообработки - одного размера. Количество труб без стыкового шва в партии: a) при наружном диаметре <508 мм - не более 100 шт; b) иное - не более 50 шт. Количество труб со стыковым швом - не более 50 шт. |
Количество испытаний на образец 1 |
|||
|
|
× |
× |
× |
- сварной шов (D≥210 мм), b2 |
m |
1 |
||||
|
|
|
|
× |
- стыковой шов концов листового проката (D≥210 мм), b3 |
m7) |
1 |
||||
|
|
|
|
|
Испытания по Шарпи на образцах с V-образным надрезом (для Т≥5 мм): |
|
3 |
||||
|
× |
× |
× |
× |
- тело трубы4), с1 |
m |
|
||||
|
|
× |
× |
× |
- сварной шов5), с2 |
m |
3 |
||||
|
|
|
|
× |
- стыковой шов концов листового проката5), с3 |
m7) |
3 |
||||
|
|
|
× |
× |
Зона термического влияния, с4 |
m5) |
3 |
||||
|
× |
× |
× |
× |
Испытание на разрыв падающим грузом для тела трубы6), d |
m |
Необходимо брать одну пробу на каждый вид испытания |
2 |
|||
|
|
|
× |
× |
Испытание на изгиб: - сварной шов, е1 |
m |
|
2 |
|||
|
|
|
|
× |
- стыковой шов концов листового проката, е2 |
m7) |
2 |
||||
|
|
× |
|
|
Испытание на сплющивание, f |
m |
4 испытания на рулон; плюс два испытания в случае остановки сварки |
||||
|
|
|
|
|
Макрография и металлография: |
|
Один раз за смену или при переходе на другой размер трубы |
||||
|
|
|
× |
× |
- макрография, g1; |
m |
|||||
|
|
× |
|
|
- металлография, g2 |
m |
Один раз за смену или при изменении стали трубы |
||||
|
|
× |
× |
× |
Испытания на твердость, h1 |
m |
Должны быть исследованы участки повышенной твердости |
- |
- |
||
|
|
× |
|
|
Испытание на твердость, h2 |
о |
Проводится по согласованию для ТВЧС труб с термообработанным швом |
- |
|||
|
× |
× |
× |
× |
Испытание на твердость, h3 |
m |
Один образец на партию труб для труб, применяемых в кислых средах |
||||
|
× |
× |
× |
× |
Гидравлическое испытание, i |
m |
Каждая труба |
- |
|||
|
× |
× |
× |
× |
Визуальный контроль, j |
m |
Каждая труба |
- |
|||
|
× |
× |
× |
× |
Контроль геометрических параметров: - наружный или внутренний диаметр концов трубы, овальность, k1; - толщина стенки на концах, k2; |
m |
1 труба из 100 для наружного диаметра ≤ 168,3 мм. 1 труба из 20 для наружного диаметра > 168,3 мм |
- |
|||
|
× |
× |
× |
× |
Каждая труба |
||||||
|
× |
× |
× |
× |
- другие размерные характеристики, исключая швы, k3; |
Выборочный контроль, на усмотрение ответственного за контроль |
|||||
|
|
× |
× |
× |
- сварной шов, k4 |
||||||
|
× |
× |
× |
× |
Взвешивание, 1 |
m |
Каждая труба или партия |
|
|||
|
× |
× |
× |
× |
Неразрушающий контроль, m |
Таблица D.1 (приложение D) |
|||||
|
× |
× |
× |
× |
Испытание на водородное растрескивание, n |
m |
Применяемые при кислой среде (3 первые плавки, потом каждая 10-я) |
||||
|
× |
× |
× |
× |
Испытание на прокаливаемость, о |
о |
Только для аттестации производственного процесса |
- |
|||
|
× |
× |
× |
× |
Испытание на сульфидное растрескивание под напряжением, р |
о |
Только для аттестации производственного процесса необходимо брать 3 образца от трубы |
||||
|
|
× |
× |
× |
Испытание на раскрытие вершины трещины (CTOD), q |
о |
Только для аттестации производственного процесса |
Для информации |
|||
|
1) БТ - трубы бесшовные; ТВЧС - трубы, сваренные токами высокой частоты; ДСФ - трубы, сваренные под слоем флюса; ДСФП - трубы прямо- шовные; ДСФС - трубы спирально-шовные. 2) Статус испытания: m - обязательное; о - по выбору. 3) D - наружный диаметр. 4) Должно проводиться для труб соответствующего размера по таблице 21. 5) Должно проводиться для тех размеров труб, которые позволяют подготовить поперечные образцы (таблица 21). 6) Касается труб для газопроводов наружным диаметром > 500 мм, толщиной стенки > 8 мм и минимальным пределом текучести > 360 Н/мм2. 7) Если разрешается сварка концов листового проката (6.3 и 6.6). |
||||||||||
8.2.2 Отбор и подготовка образцов для испытаний
8.2.2.1 Образцы для химического анализа изделия
Образцы для испытаний должны быть вырезаны и подготовлены в соответствии с ИСО 14284. По выбору изготовителя труб они должны быть взяты из листового или рулонного проката или из трубы.
8.2.2.2 Пробы и образцы для механических и металлургических испытаний
Образцы для испытаний должны быть вырезаны и подготовлены в соответствии с общими условиями ИСО 377 для следующих видов испытаний:
- испытание на растяжение,
- испытание на ударный изгиб с V-образным надрезом,
- испытание на разрыв падающим грузом,
- испытание на изгиб,
- испытание на сплющивание,
- испытание на твердость,
- испытание на водородное растрескивание,
- испытание на бортование трубы,
- испытание на сульфидное растрескивание под напряжением,
- испытание на раскрытие вершины трещины (CTOD).
Образцы для разных видов испытаний должны быть взяты от концов труб в соответствии с рисунками 3, 4, 5, 6 и таблицей 20, с учетом дополнительных требований, приведенных в 8.2.2.3-8.2.2.12.
8.2.2.3 Образцы для испытания на растяжение
Прямоугольные образцы для испытания, соответствующие полной толщине стенки трубы, должны быть взяты в соответствии с ИСО 6892 и рисунком 3. Поперечные образцы должны быть выпрямлены.
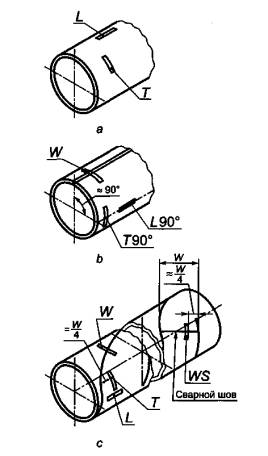
Рисунок 3 - Положение образцов и пояснение символов, относящихся к таблице 20
1 - сварка; 2 - конец рулона; 3 - по два образца с каждого конца; 4 - остановка сварки; 5 - по одному образцу с каждой стороны от места остановки сварки рулона
Рисунок 4 - Схема отбора образцов при испытании на сплющивание (остальные детали - 8.2.3.7)
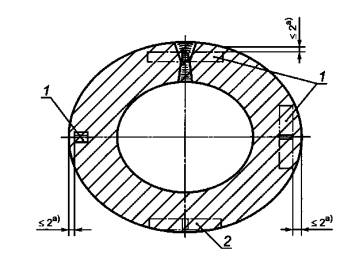
а - Расположение испытательных образцов
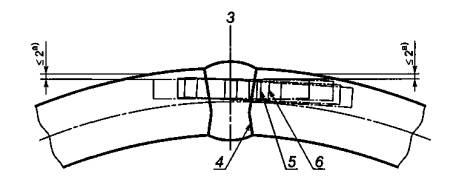
b - Расположение надреза в области сварного шва труб, изготовленных дуговой сваркой под флюсом [В.3, перечисление с) (приложение В)]
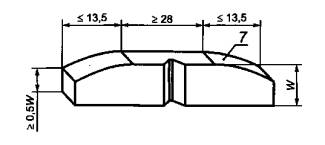
с - Размеры альтернативных образцов
___________
а)Должен быть учтен минимальный допуск на механическую обработку, равный 0,5 мм.
1 - стандартный образец для испытаний; 2 - альтернативный образец для испытаний; 3 - ось шва; 4 - линия сплавления (FL); 5 - линия сплавления + 2 мм (зона термического влияния); 6 - линия сплавления + 5 мм (зона термического влияния); 7 - наружная поверхность исходной трубы
Рисунок 5 - Расположение образцов для испытания на ударный изгиб
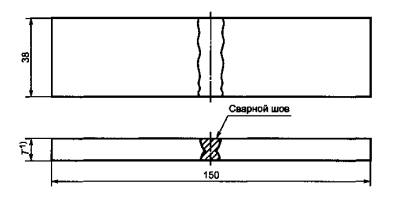
___________
1)Если не используют обработку на станке.
Рисунок 6 - Образец для испытания на изгиб
ПС Круглые испытательные образцы, изготовленные из несплющенных элементов, могут быть использованы по согласованию.
На выбор изготовителя для испытания труб диаметром до 210 мм может быть использована часть трубы в качестве образца для испытания.
Валик сварного шва должен плавно переходить к основному металлу, отдельные дефекты могут быть удалены, но производственная окалина не должна удаляться.
ПС Если трубы подвергаются термообработке, то по согласованию образцы для испытания могут быть вырезаны и выпрямлены до термообработки. Выпрямленные образцы должны пройти термообработку, как и вся труба.
8.2.2.4 Образцы Шарпи для испытания на ударный изгиб (с V-образным надрезом)
Если иное не согласовано, образцы для испытания должны быть подготовлены в соответствии с ИСО 148-1, а также рисунком 5а (позиция 1) и рисунком 5b.
ПС По согласованию могут быть использованы альтернативные поперечные образцы в соответствии с рисунком 5а (позиция 2) и рисунком 5с.
Не разрешается выпрямление образцов для испытаний. Ось надреза должна быть перпендикулярна к поверхности трубы. Для образцов со швом ось надреза должна быть посередине сварного шва. Для образцов, взятых в зоне термического влияния труб, изготовленных дуговой сваркой под флюсом, положение оси надреза будет зависеть от результатов аттестационных испытаний производственного процесса [В.3, перечисление с) (приложение В)].
Ориентация и размеры образцов для испытаний должны быть следующими:
- поперечные образцы должны быть изготовлены максимально возможной шириной между 10 и 5 мм;
- если нельзя изготовить наименьший из допускаемых поперечных образцов, то должен быть изготовлен продольный образец максимально возможной шириной между 10 и 5 мм.
Таблица 20 - Вид, количество и расположение образцов, используемых для механических испытаний
|
Вид труб1} |
Испытание |
Место взятия образца |
Наружный диаметр, мм |
Дополнительная информация |
||||
|
<210 |
≥210<500 |
≥500 |
||||||
|
Количество и расположение образцов (обозначение символов на рисунках 3 и 5) |
||||||||
|
Бесшовные (рисунок 3а) |
Растяжение |
Тело трубы |
1L |
1L2) |
1L2) |
|||
|
Ударный изгиб с V-образным надрезом |
3Т |
3Т |
3Т |
|||||
|
Разрыв падающим грузом (DWTT)3) |
- |
- |
2Т |
|||||
|
Твердость |
1Т |
1Т |
1Т |
|||||
|
С продольным швом (рисунок 3b) |
ТВЧС ДСФ |
Растяжение |
Тело трубы |
1L90 |
1Т906) |
1Т906) |
||
|
Ударный изгиб с V-образным надрезом |
3Т90 |
3Т90 |
3Т90 |
|||||
|
Разрыв падающим грузом (DWTT)3) |
- |
- |
2Т90 |
|||||
|
Растяжение |
Шов4) |
- |
1W |
1W |
||||
|
Ударный изгиб с V-образным надрезом |
ТВЧС |
3W |
3W |
3W |
||||
|
ДСФ5) |
3W/3HAZ7) |
3W/3HAZ |
3W/3HAZ |
|||||
|
Твердость |
1W |
1W |
1W |
|||||
|
ДСФ |
Изгиб |
Шов4) |
2W |
2W |
2W |
|||
|
ТВЧС |
Сплющивание |
См. рисунок 4 |
||||||
|
Со спиральным швом (рисунок 3с) |
ДСФ |
Растяжение |
Тело трубы |
1L, w/4 |
1Т, w/4 |
1Т, w/4 |
||
|
Ударный изгиб с V-образным надрезом |
3Т, w/4 |
3Т, w/4 |
3Т, w/4 |
|||||
|
Разрыв падающим грузом (DWTT)3) |
- |
- |
2Т, w/4 |
|||||
|
Растяжение |
Шов |
- |
1W |
1W |
||||
|
Ударный изгиб с V-образным надрезом5) |
3W/3HAZ |
3W/3HAZ |
3W/3HAZ |
|||||
|
Изгиб |
2W |
2W |
2W |
|||||
|
Твердость |
1W |
1W |
1W |
|||||
|
Растяжение |
Сварной шов на конце листа |
- |
1WS |
1WS |
||||
|
Ударный изгиб с V-образным надрезом5) |
3W/3HAZ |
3W/3HAZ |
3W/3HAZ |
|||||
|
Изгиб |
2WS |
2WS |
2WS |
|||||
|
Твердость |
1WS |
1WS |
1WS |
|||||
|
1) ТВЧС - труба, изготовленная высокочастотной сваркой; ДСФ - труба, изготовленная дуговой сваркой под флюсом. ПС 2) По согласованию, 1Т вместо 1L. 3) Сноска 3, таблица 8. 4) Если по согласованию (6.3.3) поставляются трубы с двумя швами, то оба шва подвергаются испытаниям. 5) Расположение надреза [рисунки 5b, 5с и В.3, перечисление с), (приложение В)]. ПС 6) Для применения трубопровода на глубине могут быть определены дополнительные испытания продольных образцов, требования и периодичность проводимых испытаний по согласованию. 7) HAZ - зона термического влияния. |
||||||||
Ограничения толщины стенки для подготовки поперечных или продольных образцов для испытания на ударный изгиб приведены в таблице 21, где принят во внимание допуск на механическую обработку- 0,5 мм.
8.2.2.5 Образцы для испытаний на разрыв падающим грузом (DWT)
Образцы должны отбираться и подготавливаться в соответствии с API RP 5L3.
8.2.2.6 Образцы для испытаний на раскрытие вершины трещины (CTOD)
Образцы должны отбираться от металла сварного шва и зоны термического влияния также, как и от основного металла, и должны быть подготовлены в соответствии с ИСО 12135. Процедура отбора образцов должна быть согласована с потребителем.
Таблица 21 - Ориентация образцов при испытании на ударный изгиб
В миллиметрах
|
Номинальный наружный диаметр |
Номинальная толщина стенки1} |
||
|
Поперечные образцы |
Продольные образцы |
||
|
стандартные |
альтернативные |
стандартные 2) |
|
|
До 33,6 |
П.н. |
П.н. |
≥7,0 |
|
От 33,7 до 42,1 |
П.н. |
П.н. |
≥6,8 |
|
От 42,2 до 48,2 |
П.н. |
П.н. |
≥6,6 |
|
От 48,3 до 60,2 |
П.н. |
П.н. |
≥6,6 |
|
От 60,3 до 88,8 |
≥23,8 |
≥20,8 |
От 6,5 до 23,7 (20,7) |
|
От 88,9 до 114,2 |
≥18,5 |
≥12,5 |
От 6,3 до 18,4 (12,4) |
|
От 114,3 до 168,2 |
≥15,5 |
≥10,1 |
От 6,2 до 15,4 (10,0) |
|
От 168,3 до 219,0 |
≥13,1 |
≥7,6 |
От 6,2 до 13,0 (7,5) |
|
От 219,1 до 272,9 |
≥10,6 |
≥6,5 |
От 6,1 до 10,5 (6,4) |
|
От 273,0 до 323,8 |
≥8,8 |
≥6,2 |
От 6,1 до 8,7(6,1) |
|
От 323,9 до 355,5 |
≥8,4 |
≥6,1 |
От 6,1 до 8,3 |
|
От 355,6 до 406,3 |
≥8,2 |
≥6,1 |
От 6,1 до 8,1 |
|
От 406,4 до 456,9 |
≥7,9 |
≥6,0 |
От 6,1 до 7,8 |
|
От 457,0 до 507,9 |
≥7,7 |
≥6,0 |
От 6,1 до 7,6 |
|
От 508;0 до 558,9 |
≥7,5 |
≥6,0 |
От 6,1 до 7,4 |
|
От 559,0 до 609,9 |
≥7,4 |
≥6,0 |
От 6,1 до 7,3 |
|
От 610,0 до 659,9 |
≥7,3 |
≥6,0 |
От 6,1 до 7,2 |
|
От 660,0 до 710,9 |
≥7,2 |
≥6,0 |
От 6,1 до 7,1 |
|
От 711,0 до 761,9 |
≥7,1 |
≥6,0 |
От 6,1 до 7,0 |
|
От 762,0 до 812,9 |
≥7,0 |
≥6,0 |
От 6,1 до 6,9 |
|
От 813,0 до 863,9 |
≥7,0 |
≥6,0 |
От 6,1 до 6,9 |
|
От 864,0 до 913,9 |
≥6,9 |
≥6,0 |
От 6,0 до 6,8 |
|
От 914,0 до 964,9 |
≥6,9 |
≥6,0 |
От 6,0 до 6,8 |
|
От 965,0 до 1015,9 |
≥6,8 |
≥6,0 |
От 6,0 до 6,7 |
|
От 1016,0 до 1066,9 |
≥6,8 |
≥6,0 |
От 6,0 до 6,7 |
|
От 1067,0 до 1117,9 |
≥6,7 |
≥6,0 |
От 6,0 до 6,6 |
|
От 1118,0 до 1167,9 |
≥6,7 |
≥6,0 |
От 6,0 до 6,6 |
|
От 1168,0 до 1218,9 |
≥6,7 |
≥6,0 |
От 6,0 до 6,6 |
|
От 1219,0 до 1320,9 |
≥6,7 |
≥6,0 |
От 6,0 до 6,6 |
|
От 1321,0 до 1421,9 |
≥6,6 |
≥6,0 |
От 6,0 до 6,5 |
|
От 1422,0 до 1523,9 |
≥6,6 |
≥6,0 |
От 6,0 до 6,5 |
|
От 1524,0 до 1625,9 |
≥6,5 |
≥6,0 |
От 6,0 до 6,4 |
|
1626,0 и св. |
≥6,5 |
≥6,0 |
От 6,0 до 6,4 |
|
Испытание на удар не требуется, если номинальная толщина стенки меньше, чем значение, приведенное в настоящей таблице. 1) Стандарт: образцы для испытания в соответствии с ИСО 148, включая уменьшенные образцы шириной не менее 5 мм. Альтернатива: испытательные образцы в соответствии с рисунком 5 с шириной не менее 5 мм. П.н.: подготовка образцов невозможна. 2) Если соглашение достигнуто по альтернативным образцам для испытания, то применяется следующее: - значения в скобках обозначают предельные значения толщины стенок, ниже которых использование поперечных образцов не допускается. Если для D>60,3 мм значения в скобках не даны, должны быть использованы альтернативные поперечные образцы. |
|||
8.2.2.7 Образцы для испытаний на изгиб
Образцы должны отбираться в соответствии с ИСО 7438 и рисунком 6. Для труб толщиной стенки > 20 мм образцы могут быть обработаны механически для получения прямоугольного поперечного сечения толщиной 19 мм.
Испытательные образцы криволинейного поперечного сечения полной толщины стенки обязательны для труб толщиной стенки ≤20 мм.
Усиление шва должно быть удалено с обеих поверхностей.
8.2.2.8 Образцы для испытаний на сплющивание
Образцы для испытаний должны быть изготовлены в соответствии с ИСО 8492. Незначительные поверхностные дефекты могут быть удалены шлифовкой.
8.2.2.9 Образцы для макрографических и металлографических испытаний
Образцы, включая образцы поперечного сечения шва, должны быть взяты, насколько это применимо, в соответствии с ИСО 377.
8.2.2.10 Образцы для испытаний на водородное растрескивание (HIC)
Образцы для данного испытания должны быть изготовлены в соответствии с NACE TM0284.
8.2.2.11 Образцы для испытаний на сульфидное растрескивание под напряжением Необходимо подготовить по одной пробе от каждой исследуемой трубы, которая предоставлена
для аттестации производственного процесса; изготовить три образца от каждой пробы. Каждый образец для испытания должен быть длиной 115 мм, шириной 15 мм и толщиной 5 мм и должен содержать для сварных труб сечение продольного или спирального шва посередине. Пробы могут быть выпрямлены перед обработкой с внутренней поверхности трубы.
8.2.2.12 Образцы для испытания на твердость
Образцы для испытания на твердость должны быть изготовлены из концевых участков отобранных труб, а для сварных труб должны содержать посередине сечение продольного или спирального шва (рисунок 7). Подготовка к испытанию должна быть осуществлена в соответствии с ИСО 377.
8.2.3.1 Химический анализ (анализ изделия)
Химические элементы должны быть определены в соответствии с методами, которые рассматриваются в соответствующих стандартах. Разрешается спектрографический анализ.
В случае возникновения разногласий должен быть согласован метод, который используется для химического анализа изделия.
Примечание - ИСО /TR 9769 [7] содержит спИСО к действующих стандартов, которые касаются методов химического анализа с информацией по применению и точным описанием различных методов.
8.2.3.2 Испытание на растяжение
8.2.3.2.1 Испытание на растяжение должно проводиться в соответствии с ИСО 6892.
Предел прочности σв, предел текучести для 0,5 % общего удлинения σт0,5 и относительное удлинение при разрыве δ должны быть определены для тела трубы.
Относительное удлинение
при разрыве должно быть отнесено к расчетной длине, равной 5,65![]() ,
,
где S0 -
площадь начального поперечного сечения образца расчетной длины. Если
используются другие расчетные длины, то должно быть определено значение для
длины 5,65 ![]() в соответствии с ИСО
2566-1.
в соответствии с ИСО
2566-1.
8.2.3.2.2 При испытании на растяжение поперечных образцов со сварным швом должен быть определен только предел прочности (σв).
ПС 8.2.3.2.3 По согласованию предел текучести может быть определен с помощью испытания на гидравлическую раздачу кольца в соответствии с АСТМ А 370.
8.2.3.3 Испытание на ударный изгиб
8.2.3.3.1 Испытание на ударный изгиб должно проводиться в соответствии с ИСО 148. Температура испытания должна соответствовать значениям, которые приведены в таблицах 6, 8 и 9.
ПС Примечание - Пока в существующих национальных правилах проектирования оговорены значения температуры для испытания на ударный изгиб и на разрыв падающим грузом (DWTT), отличающиеся от тех, которые указаны в настоящем стандарте, могут быть согласованы необходимые отклонения (примечание во «Введении»).
8.2.3.3.2 Если используют образцы шириной менее 10 мм, то в отчет следует записывать значения измеренной работы удара (KVp) и поперечного сечения образца, которое измеряют под надрезом в квадратных миллиметрах (Sp). Для сравнения со значениями, приведенными в 7.3.1, перечисление с), или таблицах 7, 8, 9, измеренная работа должна быть пересчитана в работу удара KV, Дж, по формуле
![]() (3)
(3)
8.2.3.4 Испытание на разрыв падающим грузом (DWTT)
ПС Испытание DWTT должно проводиться в соответствии с API RP 5L3. Температура испытания должна быть минус 10 °С или ниже по требованию и по согласованию (8.2.3.3.1, примечание).
8.2.3.5 Испытание на раскрытие вершины трещины (CTOD)
Испытание на раскрытие вершины трещины должно проводиться в соответствии с ИСО 12135. Температура испытания выбирается минимальной из оговоренной в заказе.
8.2.3.6.1 Испытание на изгиб должно проводиться в соответствии с ИСО 7438. Размер оправки должен соответствовать данным таблицы 5 для соответствующих сталей. Оба испытуемых образца должны быть изогнуты до 180°, один - с корнем сварного шва, другой - с усилением сварного шва со стороны оправки.
8.2.3.6.2 В результате испытаний образцы не должны:
а) полностью разрушаться;
b) иметь какие-либо трещины или разрывы металла шва более 3 мм в длину, независимо от глубины;
c) иметь трещины или разрывы в основном металле, зоне термического влияния или на линии сплавления длиной более 3 мм и глубиной более 12,5 % номинальной толщины стенки.
Трещины, которые появились на краях образца и менее 6 мм в длину, не должны быть причиной отбраковки в случаях по перечислениям b) или с), независимо от их глубины.
Если причиной трещины или растрескивания образца послужил дефект или другой порок, образцы могут быть забракованы и заменены новыми образцами.
8.2.3.7 Испытание на сплющивание
8.2.3.7.1 Испытание на сплющивание должно быть проведено в соответствии с ИСО 8492. Как показано на рисунке 4, один из двух образов, взятых с обоих концов рулона, должен пройти испытание со сварным швом в позиции «12 ч», а второй испытан в позиции «3 ч». Образцы, вырезанные в месте остановки сварки, должны быть испытаны со сварным швом только в позиции «3 ч».
8.2.3.7.2 Испытание на сплющивание должно проводиться в три этапа со следующими критериями приемки:
- при сплющивании до 2/3 от исходного наружного диаметра не должно произойти открытие сварного шва;
- при сплющивании до 1/3 от исходного наружного диаметра не должно быть ни одной трещины и разрыва, кроме как в сварном шве;
- при сплющивании до противоположной стенки трубы не должны быть обнаружены расслоения или перегретый металл.
8.2.3.8 Макрографическое и металлографическое исследования
8.2.3.8.1 Для труб, изготовленных дуговой сваркой под флюсом, определение несовпадения внутреннего и наружного швов (рисунок 2с) проводят с помощью макрографического исследования.
ПС Альтернативные методы, такие как ультразвуковое исследование, могут быть использованы по согласованию. Должна быть продемонстрирована возможность наличия оборудования, пригодного для определения несовпадения валиков швов. Там, где используют альтернативные методы, макрографическое исследование должно быть выполнено в начале производства труб каждого размера (диаметр и толщина стенки).
8.2.3.8.2 Для труб, изготовленных высокочастотной сваркой, имеющих термообработанный сварной шов, металлографическим исследованием должно быть подтверждено, что вся зона термического влияния прошла термообработку на всю толщину стенки.
ПС В дополнение может быть согласовано испытание на твердость и максимальное значение твердости.
8.2.3.9 Испытание на растрескивание под воздействием водорода
Испытание на растрескивание под воздействием водорода должно проводиться с занесением результатов в протокол в соответствии с NACE TM0284. Должен быть использован испытательный раствор А. Значения показателей длины трещины (CLR), толщины трещины (CTR) и чувствительности трещины (CSR) должны быть представлены.
ПС По согласованию должны быть представлены в отчете микроснимки некоторых обнаруженных трещин.
8.2.3.10 Испытание на сульфидное растрескивание под напряжением (SSC)
Испытание на сульфидное растрескивание под напряжением должно быть проведено в соответствии с NACE TM0177, раздел 6, испытательный раствор А. В соответствии с ИСО 7539-2 должен быть использован образец для четырехточечного изгиба при испытании продолжительностью 720 ч.
Образцы должны быть растянуты с напряжением до 0,72 заданного минимального предела текучести.
ПС Могут быть согласованы другие соответствующие методы испытания и соответствующие критерии приемки.
8.2.3.11 Испытание на твердость
8.2.3.11.1 Оценка твердости материалов, используемых в кислой среде, должна проводиться в местах, указанных в 8.2.3.11.2 для бесшовных труб и в 8.2.3.11.3 для сварных труб.
Испытание на твердость для основного металла должно проводиться в соответствии с ИСО 6507-1 (испытания по Виккерсу) или ИСО 6508-1 (испытания по Роквеллу) по усмотрению производителя. В случае разногласий должен применяться метод Виккерса.
Испытания на твердость для зоны термического влияния и сварного шва должны проводиться в соответствии с ИСО 6507-1.
Отдельные показания твердости, превышающие допустимые значения настоящего стандарта, могут считаться приемлемыми, если среднее значение нескольких дополнительных показаний, взятых рядом, не превосходит допускаемых значений и величина таких отдельных значений не превышает допустимые значения на 10 HV10 или 2 НRC-единиц.
8.2.3.11.2 Измерения твердости на бесшовной трубе должны проводиться в местах, показанных на рисунке 7а, за исключением того, что для толщины стенки менее 4 мм необходимо измерение только в средней части сечения. Для труб толщиной стенки от 4 до 6 мм твердость измеряется на наружной и внутренней поверхностях.
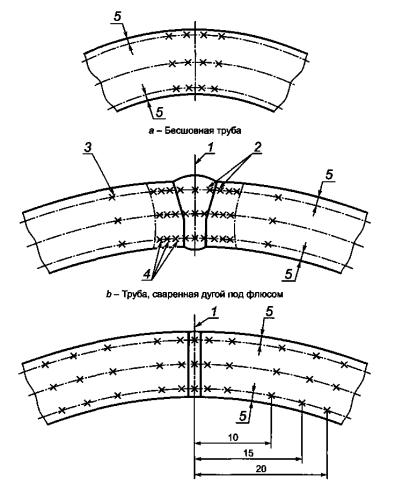
с - Труба высокочастотной сварки
1 - ось шва; 2 - 0,75 мм от линии сплавления; 3 - 1Т от линии сплавления, где Т - номинальная толщина стенки труб, мм; 4 - 1,0 мм интервал в видимой зоне термического влияния; 5 - (1,5 ± 0,5) мм от наружной и внутренней поверхностей
Рисунок 7 - Места измерения твердости
8.2.3.11.3 Измерение твердости на сварных трубах должно проводиться на поперечном сечении шва. Измерения твердости должны быть выполнены для основного металла, зоны термического влияния и сварного шва по оси, как показано на рисунке 7b и с. Ограничения по толщине стенки, указанные в 8.2.3.11.2 для бесшовных труб, также должны быть отнесены к сварным трубам.
8.2.3.12 Гидравлические испытания
ПС 8.2.3.12.1 Давление гидравлического испытания, за исключением случая, указанного в 8.2.3.12.3, должно рассчитываться по 8.2.3.12.2 так, чтобы было достигнуто в расчете на заданный минимум толщины стенки трубы окружное напряжение, равное 95 % минимального предела текучести для соответствующей стали (таблица 5), но, если иное не согласовано, давление гидравлического испытания не должно быть более чем:
- 50,0 МПа - для наружного диаметра до 406,4 мм;
- 25,0 МПа - для наружного диаметра свыше 406,4 мм.
ПС Примечание - Более высокое окружное напряжение до 100% минимального предела текучести может быть согласовано. Однако в этом случае может произойти пластическое деформирование.
8.2.3.12.2 Расчет давления гидравлического испытания, необходимого для достижения окружного напряжения, равного 95 % от минимального предела текучести, зависит от типа оборудования.
Следовательно, изготовитель должен указать в справочном документе, какие из следующих методов (А или В) были использованы:
a) Метод А
В случае, если герметизация трубы происходит по внутреннему или наружному диаметрам трубы, должна применяться следующая формула
![]() (4)
(4)
где р - давление гидравлического испытания, МПа;
S - напряжение, Н/мм2, равное 95 % заданного минимального предела текучести соответствующей группы прочности стали (8.2.3.12.1, примечания);
Тmin - минимальная толщина стенки, мм;
D - номинальный наружный диаметр, мм.
b) Метод В
В случае герметизации трубы по торцу под действием осевой силы для расчета используют следующую формулу
 (5)
(5)
где р1 - давление гидравлического испытания, МПа;
S - напряжение, равное 95 % предела текучести соответствующей стали по техническим условиям (8.2.3.12.1, примечание), Н/мм2;
pR - внутреннее давление на концы герметизирующего пуансона, МПа;
AR - площадь поперечного сечения пуансона, мм2;
Ар - площадь поперечного сечения стенки трубы, мм2;
D - номинальный наружный диаметр, мм;
Тmin - минимальная толщина стенки с учетом допуска, мм;
А1 - площадь внутреннего поперечного сечения трубы, мм2.
ПС 8.2.3.12.3 По согласованию могут использоваться испытательные давления, приведенные в ИСО 3183-1, расчет которых выполняется с учетом номинальной толщины стенки.
8.2.3.12.4 Испытательное давление должно выдерживаться не менее 10 с и регистрироваться во время испытания труб диаметром, равным или более 114,3 мм. Данные записи должны быть использованы для проверки представителем соответствующего контролирующего органа.
Каждая труба должна быть визуально осмотрена по всей наружной поверхности. Внутренняя поверхность должна быть осмотрена следующим образом:
- для труб наружным диаметром до 610 мм - с каждого конца;
- для труб наружным диаметром 610 мм и более - вся внутренняя поверхность.
Контроль должен проводиться при достаточном освещении, обычно порядка 300 лк, обученным персоналом, не имеющим противопоказаний по зрению, соответствующим требованиям визуально-измерительного контроля, чтобы проверить соответствие поверхности трубы требованиям 7.5.
Поверхность холоднодеформированных сварных труб проверяют для обнаружения отклонений от контура трубы. Если при таком контроле не обнаружены механические повреждения как причины, вызывающие неровность поверхности, то это указывает на то, что неровная поверхность может быть обусловлена зонами повышенной твердости. Размеры этих зон и, при необходимости (7.5.8), твердость должны быть определены в соответствии с ИСО 6507-1 или ИСО 6508-1. Выбор метода испытания - на усмотрение изготовителя. Если критерий приемки, описанный в 7.5.8, не выполняется, то такие участки должны быть удалены.
8.2.3.14.1 Диаметр трубы должен быть измерен. По усмотрению изготовителя может быть использована рулетка, калибр-скоба или микрометр.
ПС По согласованию могут быть использованы другие средства измерения.
8.2.3.14.2 Овальность О, %, должна быть рассчитана по формуле
![]() (6)
(6)
где Dmax - наибольший наружный (или внутренний) диаметр, мм;
Dmin - наименьший наружный (или внутренний) диаметр, мм;
D - номинальный наружный диаметр (или внутренний диаметр, который определяется по номинальному наружному диаметру и толщине стенки), мм.
Для расчета овальности, в соответствии с требованиями таблицы 11, наибольший и наименьший наружный или внутренний диаметры должны измеряться в той же самой плоскости поперечного сечения тела или концов трубы соответственно.
8.2.3.14.3 Расстояния от вмятин и выпуклостей до нормального контура трубы должны быть измерены:
- для трубы с продольным сварным швом - с помощью шаблона, располагаемого поперек оси трубы;
- для трубы со спиральным сварным швом - с помощью шаблона, располагаемого параллельно оси трубы.
Шаблоны должны иметь дугу, равную 1/4 номинального наружного диаметра, но не более 200 мм.
8.2.3.14.4 Для проверки других требований, приведенных в 7.6, должны применяться соответствующие методы.
УС Методы, которые используют, остаются на усмотрение изготовителя, пока иное не согласовано.
Каждая труба диаметром 141,3 мм и более должна быть взвешена отдельно. Трубы диаметром менее 141,3 мм должны быть взвешены по отдельности либо пакетом, по усмотрению изготовителя.
8.2.3.16 Контроль неразрушающими методами
Информация по неразрушающему контролю - в 6.3.3 и приложении D.
8.2.4 Повторные испытания, сортировка и восстановление
Применяются требования ИСО 404.
9 Маркировка труб
9.1 Общая маркировка
9.1.1 Маркировка труб должна включать следующую информацию:
а) наименование или марку изготовителя трубы (X);
b) обозначение настоящего стандарта;
c) номинальный наружный диаметр и толщину стенки;
d) обозначение стали;
e) вид трубы [BT(S) или C(W)];
f) пометку представителя инспекции (Y);
g) идентификационный номер, устанавливающий взаимосвязь изделия или поставляемой единицы продукции с соответствующим документом о контроле (Z).
Пример: X ГОСТ Р ИСО 3183-3 508×10 L360MCS С Y Z
9.1.2 Если маркировка клеймением не согласована (9.1.3), должна наноситься обязательная маркировка по 9.1.1 следующим образом:
а) для труб диаметром менее или равным 48,3 мм маркировка должна быть на бирке, которая крепится к пакету труб, или наноситься краской на ленте или зажиме, которые используются для обвязки труб. Альтернативно по усмотрению изготовителя каждая труба может быть помечена краской по трафарету с одного конца;
b) для бесшовных труб всех размеров и сварных труб диаметром менее 406,4 мм маркировку наносят краской по трафарету на наружной поверхности в интервале 450-750 мм от одного торца трубы;
с) для сварных труб диаметром, равным или более 406,4 мм, маркировку наносят краской по трафарету на внутренней поверхности на расстоянии не менее 150 мм от одного торца трубы.
ПС 9.1.3 Допускается по согласованию между потребителем и изготовителем маркировка на поверхности труб клеймением при малых усилиях или виброгравирование на расстоянии 150 мм от торца трубы, а для сварных труб - 25 мм от сварного шва. Альтернативно можно использовать клеймение на фаске торца, причем для сварных труб на расстоянии не менее 25 мм от шва.
ПС Допускается по согласованию между потребителем и изготовителем маркировка клеймами со скругленными или тупыми кромками при температуре ниже чем 100 °С на рулонном или листовом прокате или трубе без последующей термообработки.
ОС 9.1.4 По согласованию между потребителем и изготовителем на трубах, предназначенных для последующего покрытия, маркировка может наноситься после проката или на установке покрытия. В этих случаях прослеживаемость должна обеспечиваться, например, путем применения специфического номера (индивидуального для трубы или плавки).
9.1.5 Если трубы промаркированы до нанесения наружного покрытия, то маркировка должна четко различаться после нанесения покрытия или должна быть перенесена на наружное покрытие.
9.2 Специальная маркировка
ПС Любые требования по дополнительной маркировке, специальному расположению или методам маркировки должны быть предметом согласования.
10 Покрытия для временной защиты
ПС Если иные требования не оговорены, труба поставляется без временного покрытия.
Приложение
А
(справочное)
Соответствие обозначений сталей в различных стандартах
Таблица дает соответствие между обозначениями сталей, приведенными в ГОСТ Р ИСО 3183-3-2007, API Spec 5L: 95 [1] и ГОСТ Р 52079-2003 [4].
Стали, которые рассматриваются как сопоставимые, могут отличаться по другим аспектам.
Таблица А.1 - Соответствие обозначений сталей
|
ГОСТ Р ИСО 3183-3-2007 |
API Spec 5L:95 |
|
|
L245 |
В |
К38-К42 |
|
L290 |
Х42 |
К48 |
|
L360 |
Х52 |
К52 |
|
L415 |
Х60 |
К56 |
|
L450 |
Х65 |
К60 |
|
L485 |
Х70 |
- |
|
L555 |
Х80 |
- |
Приложение
В
(обязательное)
Аттестация технологического процесса
В.1 Введение
Если данные от предыдущего производства отсутствуют, например в случае новых сталей, новых технологических маршрутов и размеров, которые значительно отличаются от предыдущего производства, потребитель и изготовитель могут согласовать аттестацию в соответствии с В.2 и/или В.3.
В.2 Технологические характеристики
Перед началом производства изготовитель должен предоставить потребителю информацию по основным технологическим характеристикам. Эта информация должна содержать:
a) для всех труб
- наименование изготовителя стали;
- способ производства стали и технологию литья;
- химический состав плавки и допустимые отклонения;
- методику гидравлического испытания;
- методику неразрушающего контроля для труб.
b) для сварных труб
- способ производства рулонного или листового проката, включая вид термообработки;
- методику неразрушающего контроля рулонного или листового проката;
- технологию производства труб, включая подготовку кромок, контроль размеров и формы;
- технологию термообработки труб, при использовании, включая термообработку сварного шва в линии;
- технические условия сварки, включая ремонтную сварку, все операции, технологию вместе с актами их предыдущей аттестации:
1) для труб, изготовленных высокочастотной сваркой
- результаты механических испытаний труб изготовленных с термообработанными сварными швами, из термомеханически прокатанного рулона (включая испытания на твердость в зоне термического влияния);
- металлографию.
2) для труб, изготовленных дуговой сваркой под флюсом
- результаты механических испытаний труб (включая испытания на твердость в зоне термического влияния);
- металлографию;
- анализ наплавленного металла шва.
c) для бесшовных труб
- процесс прокатки труб;
- технологию термообработки труб.
В.3 Аттестационные испытания технологии производства
a) Для аттестации технологии производства должны быть проведены перед началом выпуска изделий обязательные испытания, которые перечислены в таблице 19. Периодичность и объем испытаний должны быть согласованы. Потребитель может дополнительно запросить данные по необязательным испытаниям и данные по другим свойствам (например свариваемость) изделия.
Изготовитель может предложить данные предыдущего производства на одобрение потребителя.
b) Для труб, предназначенных для работы в кислой среде, должна представляться методика испытания на сопротивление водородному растрескиванию.
c) Для спирально-шовных и прямошовных труб, изготовленных дуговой сваркой под флюсом, должны проводиться испытания для определения ударной вязкости зоны термического влияния. Должны отбираться образцы с надрезами на границе сплавления (FL) при FL + 2 мм и FL + 5 мм и определяться работа удара. Часть трубы с минимальным средним значением работы удара направляется для проведения дополнительных последующих испытаний.
d) По требованию потребителя проводятся испытания на способность к закаливанию для труб диаметром более 508 мм. Параметры сварки и критерии приемки должны согласовываться до начала производства.
e) По требованию потребителя испытания на сульфидное растрескивание под напряжением должны проводиться в соответствии с 8.2.3.10.
f) По требованию потребителя испытание на раскрытие вершины трещины должно проводиться в соответствии с 8.2.3.5. Испытание должно выполняться только для труб из стали групп прочности L360 и выше.
Приложение
С
(обязательное)
Ремонт труб с несовершенствами и дефектами, обнаруженными при визуальном контроле
С.1 Обработка несовершенств поверхности [7.5.3, перечисление а)]
По усмотрению изготовителя такие несовершенства, которые не классифицируются как дефекты, разрешается оставить на трубе без ремонта. Допускается, однако, местная шлифовка.
С.2 Обработка поверхностных дефектов, удаляемых шлифованием [7.5.3, перечисление b)]
Все доступные для зачистки поверхностные дефекты должны быть обработаны шлифованием. Шлифовка должна проводиться таким образом, чтобы зачищаемый участок был сглажен с контуром трубы. Полное устранение дефектов должно проверяться местным визуальным осмотром, а при необходимости, с помощью неразрушающего контроля. После шлифовки остаточная толщина стенки в зоне зачистки должна быть проверена на соответствие 7.6.3.3.
С.3 Ремонт поверхностных дефектов, не удаляемых шлифованием [7.5.3, перечисление с)]
Трубы, которые имеют поверхностные дефекты, не доступные для зачистки, должны ремонтироваться следующим способом:
a) сварные дефекты на трубах, изготовленных дуговой сваркой под флюсом, без холодного экспандирования, должны быть отремонтированы сваркой в соответствии с С.4;
b) участок трубы, который содержит дефекты поверхности, должен быть вырезан в пределах ограничений по минимальной длине трубы;
c) вся труба должна быть забракована.
С.4 Ремонт дефектов сваркой
Ремонт сваркой разрешается только для труб, изготовленных дуговой сваркой под флюсом. В случае холодного экспандирования труб, изготовленных дуговой сваркой под флюсом, ремонт после операции холодного экспандирования не разрешается. Общая длина отремонтированных участков сварного шва каждой трубы ограничена 5 % от всей длины шва. Дефекты сварного шва, которые находятся на расстоянии менее 100 мм друг от друга, должны быть отремонтированы одним непрерывным сварным швом. Каждый отдельный ремонт должен быть выполнен минимум в два слоя/прохода на минимальной длине 50 мм.
Работы по ремонту сваркой проводятся с использованием операций, которые аттестуются в соответствии с требованиями ASME, раздел IX, или DIN EN 15614-1, или эквивалентного документа.
После ремонта каждая отремонтированная труба должна быть подвергнута гидравлическому испытанию в соответствии с 8.2.3.12, и затем вся зона ремонта должна быть проконтролирована ультразвуком в соответствии с D.5.2.1 (приложение D) или рентгеновскими методами в соответствии с D.5.5.
Приложение
D
(обязательное)
Неразрушающий контроль
D.1 Область применения
Настоящее приложение определяет требования к неразрушающему контролю (НК) и уровням приемки. Обзор методов неразрушающего контроля приведен в таблице D.1.
Таблица D.1 - Обзор методов неразрушающего контроля
|
Операция НК |
Статус контроля1) |
Вид контроля, требования, уровень приемки |
Ссылка |
|
Все трубы |
|||
|
1 Остаточная магнитная индукция на концах трубы |
m |
3 мТл макс, выборочный контроль |
D.2.3 |
|
2 Расслоения на концах трубы |
m |
Ультразвуковой контроль по ИСО 11496, 6 мм макс, по окружности и площадью < 100 мм2 |
D.2.4 |
|
о |
Порошковый контроль по ИСО 13664, 6 мм макс, по окружности |
D.2.4 |
|
|
Бесшовные трубы |
|||
|
3 Продольные несовершенства (D.2.5) |
m |
Ультразвуковой контроль по ИСО 9303, уровень L2/C |
D.3.2 |
|
4 Расслоения в теле трубы |
m/o2) |
Ультразвуковой контроль по ИСО 10124, приемка по таблице D.2 для кислой или некислой среды |
D.3.3 |
|
5 Контроль толщины стенки |
m |
Ультразвуковой контроль по ИСО 10543, объем не менее 25 % |
D.3.4 |
|
6 Поперечные несовершенства |
sr |
Ультразвуковой контроль по ИСО 9305, уровень L2/C |
D.3.5.1 |
|
7 Продольные и/или поперечные несовершенства |
sr |
Контроль методом рассеяния магнитного потока по ИСО 9402 и/или ИСО 9598, уровень L2 и/или контроль вихретоковым методом по ИСО 9304, уровень L2 |
D.3.5.2, D.3.5.3 |
|
8 Несовершенства наружной поверхности |
sr |
Магнитопорошковый контроль по ИСО 13665, одна труба на плавку или на партию из 50 труб, что меньше |
D.3.5.4 |
|
Трубы, изготовленные высокочастотной сваркой |
|||
|
9 Продольные несовершенства в сварном шве (D.2.5) |
m |
Ультразвуковой контроль по ИСО 9764 или ИСО 9303, уровень L3/C(L3) или по согласованию L2/C(L2) |
D.4.2 |
|
10 Расслоения в теле трубы |
m |
Ультразвуковой контроль по ИСО 10124 или ИСО 12094, уровни по таблице D.2 |
D.4.3 |
|
11 Расслоения на концах рулонного или листового проката, области, прилежащей к сварному шву |
m |
Ультразвуковой контроль по ИСО 12094 или ИСО 13663, допустимые уровни приведены в таблице D.2 |
D.4.4 |
|
12 Продольные несовершенства в теле трубы |
sr |
Ультразвуковой контроль по ИСО 9303 или контроль методом рассеяния магнитного потока, по ИСО 9402, допустимый уровень L3/C или по согласованию L2/C |
D.4.5 |
|
Трубы, изготовленные дуговой сваркой под флюсом |
|||
|
13 Продольные и поперечные несовершенства в сварном шве (см. также D.2.5) |
m |
Ультразвуковой контроль по ИСО 9765, уровень L2; альтернативная калибровка по методу двух лямбд. То же для стыкового шва листового проката спирально-шовной трубы |
D.5.2 |
|
14 Расслоения в теле трубы |
m |
Ультразвуковой контроль по ИСО 12094, пределы приемки приведены в таблице D.2 |
D.5.3.1 |
|
15 Расслоения на кромках листового или рулонного проката или области, примыкающей к сварному шву |
m |
Ультразвуковой контроль по ИСО 12094, пределы приемки приведены в таблице D.2 |
D.5.3.2 |
|
16 Сварной шов на концах трубы (непроконтролированные концы) или отремонтированные участки |
m |
Для продольных и поперечных несовершенств ультразвуковой контроль по D.5.2 или рентгеновский контроль по D.5.5 (если иное не согласовано) |
D.5.4 |
|
17 Несовершенства на наружной и внутренней поверхностях сварных швов |
sr |
Магнитопорошковый контроль внутренних/наружных сварных швов на концах труб (50 мм длины) по ИСО 13665, выявление > 3 мм подлежит исследованию и зачистке |
D.5.6 |
|
1) m - обязательный контроль; о - факультативный контроль в дополнение к обязательным испытаниям; sr - дополнительный факультативный контроль в дополнение к обязательным испытаниям. 2) Обязательный контроль для труб, используемых в кислой среде; факультативный контроль для труб, используемых в некислой среде. |
|||
D.2 Общие требования к неразрушающему контролю и уровни приемки
D.2.1 Персонал для проведения НК
Требования к персоналу для НК приведены в 6.1.2.
D.2.2 Период для проведения операций НК
УС Если иное не согласовано, неразрушающий контроль всей бесшовной трубы может быть проведен до или после гидравлического испытания. НК сварных швов труб, изготовленных дуговой сваркой под флюсом и высокочастотной сваркой, должен проводиться после гидравлического испытания. Определение расслоений проводится перед тем, как рулонный или листовой прокат формуется в трубу (6.3.3), по усмотрению изготовителя.
Последовательность проведения всех других видов НК должна выполняться по усмотрению изготовителя.
D.2.3 Остаточная магнитная индукция на концах трубы
Величина остаточной магнитной индукции на концах каждой трубы, по ее оси, не должна превышать 3 мТл (30 Гс). Измерения для проверки соответствия этому требованию до транспортирования труб должны проводиться выборочно на торцах трубы с использованием магнитометра, принцип действия которого основан на эффекте магнитометра Холла или аналогичного оборудования до отгрузки труб на предприятии-изготовителе.
Примечание - Эти измерения могут проводиться также в эрстедах, где 30 Э = 3 мТл (в воздухе), вследствие эквивалентности между магнитной индукцией и напряженностью поля.
D.2.4 Расслоения на концах труб
Не допускаются расслоения на концах труб длиной по окружности более 6 мм и площадью более 100 мм2.
Участки шириной 50 мм с концов каждой трубы должны быть проконтролированы ультразвуком на наличие расслоения в соответствии с ИСО 11496 для труб толщиной стенки, равной или более 5 мм.
ПС Может быть согласована для специальных применений ширина контролируемых участков на концах трубы до 100 мм.
ПС В дополнение, по согласованию, торцы или фаски каждой трубы должны быть проверены магнитопорошковым методом на наличие расслоений в соответствии с ИСО 13664. Расслоения длиной по окружности более 6 мм не допускаются.
D.2.5 Непроконтролированные концы трубы
При применении многих автоматических операций НК, приведенных в настоящем стандарте, могут оставаться короткие участки на обоих концах труб, которые недоступны для контроля. В таких случаях труба должна быть обработана в соответствии с одним из трех вариантов:
a) непроконтролированные концы должны быть отрезаны;
b) у бесшовных труб или труб, изготовленных высокочастотной сваркой, непроконтролированные концы должны быть проверены ручным полуавтоматическим способом с использованием соответствующих технологий. В некоторых случаях потребитель может потребовать, чтобы технология контроля непроконтролированных концов трубы основывалась на том же методе, чувствительности и параметрах контроля, использованных для тела и сварных швов труб;
c) в случае трубы, изготовленной дуговой сваркой под флюсом, должны применяться методы, приведенные в D.5.4.
D.2.6 Труба, вызывающая сомнения
Во всех случаях трубы, при обследовании которых поступают сигналы о дефектах в результате проведения операций НК, должны считаться сомнительными.
Обращаться с такой трубой надо согласно разделу «Приемка» соответствующего международного стандарта по неразрушающему контролю труб, за исключением случаев, если иное установлено в настоящем стандарте.
Ремонт сваркой разрешен только на сварном шве труб, изготовленных дуговой сваркой под флюсом, которые не подвергались холодному экспандированию, при условии выполнения всех требований С.4 (приложение С).
Если проводилась зачистка дефектов, то должно быть установлено любым соответствующим методом НК, что все дефекты полностью устранены.
Любой ручной неразрушающий контроль, применяемый к сомнительным местам (с зачисткой или без), должен использовать ту же чувствительность и параметры контроля, а также уровень приемки (стандартную глубину надреза), которые использовались во время контроля, при котором изначально было определено, что труба сомнительная. Для ручного ультразвукового контроля скорость сканирования не должна превышать 150 мм/с.
D.3 Неразрушающий контроль бесшовных труб
D.3.1 Общие положения
Бесшовные трубы должны пройти все операции НК, определенные в D.3.2, D.3.3 и D.3.4. Кроме того, дополнительные операции НК могут быть согласованы в соответствии с D.3.5.
D.3.2 Ультразвуковой контроль продольных несовершенств
Бесшовные трубы должны быть полностью проконтролированы ультразвуком на наличие продольных несовершенств в соответствии с ИСО 9303 при уровне приемки L2/C.
D.3.3 Расслоения в теле трубы
a) При контроле труб, предназначенных для эксплуатации в кислой среде, не допускаются отдельные расслоения или расслоения, плотность которых превышает пределы приемки, приведенные в таблице D.2.
Оценка выполнения данных требований должна проводиться путем ультразвукового контроля, как описано в перечислении с).
b) При контроле труб, предназначенных для эксплуатации в некислой среде, не допускаются отдельные расслоения или расслоения, плотность которых превышает пределы приемки по таблице D.2.
ПС Оценка выполнения данных требований должна проводиться по согласованию с использованием ультразвукового контроля, как описано в перечислении с).
c) Ультразвуковой контроль по определению расслоений должен проводиться в соответствии с ИСО 10124 (за исключением 4.2 указанного стандарта) с уровнем приемки, приведенным в таблице D.2. Объем автоматического контроля должен быть не менее 20 %.
Таблица D.2 - Критерии приемки расслоений
|
Условия эксплуатации трубы |
Максимальное отдельное расслоение |
Минимальный размер расслоения |
Максимальная плотность расслоения (число расслоений, которые менее максимального или более минимального размера) |
|||
|
Площадь, мм2 |
Длина, мм |
Площадь, мм2 |
Длина, мм |
Ширина, мм |
||
|
Тело трубы (или рулонного или листового проката) |
||||||
|
Некислая среда |
1000 |
Не определено |
300 |
35 |
8 |
10 на (1 м×1 м)1) |
|
Кислая среда |
500 |
150 |
15 |
8 |
10 на (500 мм×500 мм)2) |
|
|
Кислая среда, по согласованию |
100 |
30 |
5 |
5 |
10 на (500 мм×500 мм)2) |
|
|
Кромки рулонного или листового проката (или область, примыкающая к сварному шву)3) |
||||||
|
Все виды |
100 |
20 |
- |
10 |
- |
3 (на метр длины) |
|
Для расслоений, размеры которых больше минимального размера, одновременно повышается минимальная площадь, минимальная длина и минимальная ширина, соответствующие телу трубы (или рулонного или листового проката). Группа из двух зон расслоений, расположенных на расстоянии менее чем наименьшая из двух, должна рассматриваться как один дефект. 1) Для труб наружным диаметром менее 323,9 мм или рулонного или листового проката шириной менее 1000 мм максимальная плотность расслоения отнесена к 1 м2. 2) Для труб наружным диаметром менее 168,3 мм или рулонного или листового проката шириной менее 500 мм максимальная плотность расслоения - 0,25 м2. 3) Максимальная площадь расслоения на кромках (Еmах) является произведением максимальной длины расслоения (Lmax), где длина соответствует размеру, параллельному кромке трубы, и поперечного размера. Расслоение считается больше максимального размера, если превышено значение Еmах или Lmax. |
||||||
D.3.4 Ультразвуковой контроль толщины стенки
Бесшовные трубы контролируются по всей поверхности ультразвуком для определения соответствия толщины стенки допускам согласно ИСО 10543.
ПС Объем исследования должен быть не менее 25 % поверхности трубы. Увеличение поверхности исследования может быть согласовано.
D.3.5 Дополнительные операции
ПС Эти операции должны проводиться только по согласованию.
D.3.5.1 Бесшовные трубы должны контролироваться ультразвуком для определения поперечных несовершенств в соответствии с ИСО 9305 при уровне приемки L2/C.
D.3.5.2 Бесшовные трубы проходят контроль по всей длине методом рассеяния магнитного потока для определения продольных и/или поперечных несовершенств по ИСО 9402 и/или ИСО 9598 при уровне приемки L2.
D.3.5.3 Бесшовная труба по всей длине должна быть испытана вихретоковым методом для определения несовершенств в соответствии с ИСО 9304 при уровне приемки L2.
D.3.5.4 После всех операций неразрушающего контроля и визуального осмотра должен проводиться магнитопорошковый контроль всего тела трубы в соответствии с методом, описанным в ИСО 13665, на одной трубе из плавки или партии из 50 произведенных труб (какой из вариантов меньше), чтобы подтвердить соответствие требованиям 7.5.
Трубы должны быть выбраны случайным образом и подвергнуты абразивной очистке для подготовки наружной поверхности до показателей Sa = 21/2 в соответствии с ИСО 8501-1.
D.4 Неразрушающий контроль труб, изготовленных высокочастотной сваркой
D.4.1 Общие положения
Трубы, изготовленные высокочастотной сваркой, должны подвергаться НК по D.4.2, D.4.3 и D.4.4. Для дополнительного НК - D.4.5.
D.4.2 Неразрушающий контроль сварного шва
ПС Сварной шов труб, изготовленных высокочастотной сваркой, должен проходить контроль ультразвуком для определения продольных несовершенств в соответствии с ИСО 9764 или, по усмотрению изготовителя, в соответствии с ИСО 9303 при уровне приемки L3/C или L3 соответственно. По согласованию может быть использован уровень приемки L2/C или L2 соответственно.
D.4.3 Расслоения в теле трубы
Тело трубы или рулонный прокат должны проходить ультразвуковой контроль для выявления расслоений в соответствии с ИСО 10124 (за исключением 4.2 указанного стандарта) или ИСО 12094 соответственно, с учетом пределов приемки, приведенных в таблице D.2. Объем автоматического контроля должен быть не менее 20 %.
D.4.4 Расслоения на кромках рулонного проката/области, прилегающей к сварному шву
Кромки рулонного проката или околошовная зона шириной 15 мм должны проходить контроль ультразвуковым методом для выявления расслоений в соответствии с ИСО 12094 или ИСО 13663 соответственно, допустимые значения которых приведены в таблице D.2 для кромок рулонного проката или областей, прилегающих к сварному шву.
D.4.5 Дополнительные операции
ПС Эти операции должны проводиться только по согласованию.
Тело трубы, изготовленной высокочастотной сваркой, должно быть обследовано для определения продольных несовершенств с использованием ультразвукового метода в соответствии с ИСО 9303 или методом рассеяния магнитного потока в соответствии с ИСО 9402 при уровне приемки L3/C или, по согласованию, L2/C.
D.5 Неразрушающий контроль труб, изготовленных дуговой сваркой под флюсом
D.5.1 Общие положения
Трубы, изготовленные дуговой сваркой под флюсом, должны быть подвергнуты НК, как описано в D.5.2-D.5.5. Кроме того, дополнительные операции неразрушающего контроля могут быть согласованы в соответствии с D.5.6.
D.5.2 Ультразвуковой контроль продольных и поперечных несовершенств сварного шва
D.5.2.1 Сварной шов труб, изготовленных дуговой сваркой под флюсом, должен проходить ультразвуковой контроль для обнаружения продольных и поперечных несовершенств в соответствии с ИСО 9765 при уровне приемки L2 с вариантами, приведенными ниже в перечислениях а) - е):
a) Глубина надреза должна быть не более 2,0 мм.
b) Для калибровки оборудования использование внутренних и внешних продольных надрезов, расположенных в центре сварного шва, не допускается.
c) Как альтернатива использованию стандартного отверстия при калибровке оборудования для определения поперечных несовершенств допускается использование внутреннего и наружного надрезов, с уровнем приемки L2, расположенных симметрично и по центру сварного шва. В этом случае внутреннее и наружное усиления шва должны иметь плавные переходы к контуру исходной трубы непосредственно у надрезов. Надрезы должны находиться на значительном расстоянии друг от друга в продольном направлении и от оставшихся усилений швов, чтобы изготовить четко идентифицируемые отдельные ультразвуковые сигналы. Полная амплитуда сигнала от каждого из этих надрезов должна быть использована для настройки уровня отбраковки.
ПС d) Как альтернативу к использованию надрезов с уровнем приемки для калибровки оборудования L2 разрешается по согласованию применять внутренние и наружные надрезы фиксированной глубины и увеличение чувствительности контроля средствами электроники (т.е. увеличением мощности сигнала). В этом случае (известном как метод двух лямбд) глубина надрезов должна быть в два раза больше длины волны используемой ультразвуковой частоты.
Длину волны определяют по следующей формуле
![]() (D.1)
(D.1)
(например, при частоте контроля 4 МГц длина волны равна 0,8 мм и глубина надреза - 1,6 мм).
Требуемое увеличение чувствительности контроля должно зависеть от толщины стенки трубы, и изготовитель должен продемонстрировать потребителю доказательства, что чувствительность контроля, соответствующая уровню приемки L2, достигнута.
е) Изготовитель может применять требования D.5.4 для повторного контроля сомнительных участков.
D.5.2.2 Для спирально-шовных труб полная длина сварного шва концов листового проката должна подвергаться ультразвуковому контролю с использованием той же чувствительности и тех же параметров, какие применялись при контроле основного спирального шва в соответствии с D.5.2.1.
Кроме того, Т-образные соединения, если крайние точки сварного шва концов листового проката соединяются с основным сварным швом, должны подвергаться рентгеновскому контролю в соответствии с D.5.5 и приведенными там пределами на приемку.
D.5.3 Расслоения в теле трубы и на кромках рулонного или листового проката
D.5.3.1 Рулонный или листовой прокат или труба должны проходить ультразвуковой контроль на определение расслоений в соответствии с ИСО 12094 при пределах приемки для соответствующих условий применения, как указано в таблице D.2, с объемом контроля не менее 20 %.
Данный контроль может проводиться по усмотрению изготовителя при производстве рулонного или листового проката или труб.
D.5.3.2 Кромки рулонного или листового проката, включая кромки, примыкающие к стыковому шву, должны проходить ультразвуковой контроль на ширину 15 мм для определения расслоений в соответствии с ИСО 12094 при пределах приемки, приведенных в таблице D.2 для кромок рулонного или листового проката или областей, примыкающих к сварному шву.
D.5.4 Неразрушающий контроль сварного шва концов труб и отремонтированных участков
Сварные швы на концах трубы, которые не могут быть проконтролированы автоматическим ультразвуковым оборудованием, и отремонтированные участки сварного шва (С.4, приложение С) должны пройти следующие виды контроля:
УС а) для обнаружения продольных несовершенств - ручной или полуавтоматический ультразвуковой контроль с использованием тех же параметров и чувствительности, которые указаны в D.5.2.1, или, если иное не согласовано, - рентгеновский контроль в соответствии с D.5.5;
b) для определения поперечных несовершенств, по усмотрению изготовителя, должен применяться ручной или полуавтоматический ультразвуковой контроль с использованием тех же параметров и чувствительностью, что указаны в D.5.2.1, или рентгеновский контроль, как указано в D.5.5.
При проведении ручного ультразвукового контроля скорость сканирования не должна превышать 150 мм/с.
D.5.5 Рентгеновский контроль сварного шва
D.5.5.1 Рентгеновский контроль сварного шва должен проводиться в соответствии с ИСО 12096 для класса качества снимка R1 при условиях, приведенных в перечислениях а) - d):
ПС а) Требования к чувствительности, приведенные в таблице D.3, для основного материала должны быть проверены с использованием проволочных пенетрометров ИСО в соответствии с ИСО 19232 или, по согласованию, путем использования пенетрометра с эквивалентным отверстием.
b) Должно применяться только рентгеновское излучение с использованием мелкозернистой, высококонтрастной пленки со свинцовым экраном.
c) Плотность рентгеновского снимка должна быть не менее 2,0 и должна быть выбрана таким образом, чтобы плотность сквозь самую толстую часть сварного шва была не менее 1,5 и достигался максимальный контраст для используемого вида пленки.
d) Все рентгеновские снимки должны быть без повреждений и дефектов, которые могут скрывать несовершенства сварки или которые можно принять за недостатки сварки.
Таблица D.3 - Требования к чувствительности рентгенографического контроля в соответствии с D.5.5.1, качество изображения класса R1 в соответствии с ИСО 12096
В миллиметрах
|
Толщина стенки |
Требуемая видимость |
||
|
от |
до |
Диаметр отверстия |
Диаметр проволоки |
|
4,5 |
10,0 |
0,40 |
0,16 |
|
10,0 |
16,0 |
0,50 |
0,20 |
|
16,0 |
25,0 |
0,63 |
0,25 |
|
25,0 |
32,0 |
0,80 |
0,32 |
|
32,0 |
40,0 |
1,00 |
0,40 |
D.5.5.2 Критерии приемки рентгенографического контроля сварного шва должны соответствовать указанным параметрам в перечислениях а) - f):
a) Не допускаются трещины, непровары и неполные проплавления.
b) Допустимы отдельные круговые шлаковые включения, пористость и газовые поры до 3,0 мм или 0,337 в диаметре (Т - номинальная толщина стенки), какое значение меньше. Сумма диаметров всех таких допустимых отдельных несплошностей на длине шва 150 мм или 12Т длины сварного шва в зависимости оттого, что меньше, не должна превышать 6,0 мм или 0,5Т в зависимости оттого, что меньше, при расстоянии между отдельными включениями менее 4Т.
с) Отдельные удлиненные шлаковые включения длиной до 12,0 мм или длиной, равной Т, в зависимости от того, что меньше, или до 1,6 мм в ширину допускаются.
Максимальная общая длина таких допустимых отдельных несовершенств на шве длиной 150 мм или 12 Т от длины шва в зависимости от того, что меньше, не должна превышать 12,0 мм при расстоянии между включениями менее 4Т.
d) Отдельные подрезы любой длины, которые имеют максимальную глубину 0,4 мм, допустимы.
Допускаются отдельные подрезы с максимальной длиной 0,5Т и максимальной глубиной 0,8 мм, не превышающие 10 % номинальной толщины стенки, при условии, что имеется не более двух таких подрезов на длине сварного шва в 300 мм и все подобные подрезы зачищены.
е) Любой подрез, который превышает указанные пределы, должен ремонтироваться [С.4 (приложение С)] или сомнительная область должна быть отрезана, или забракована труба.
f) Недопустимы любые подрезы на внутренних и наружных сторонах шва, любой длины и глубины, которые расположены с одной стороны шва и, одновременно с этим, совпадают в продольном направлении.
D.5.6 Дополнительные операции
ПС Данные операции должны проводиться только по согласованию.
Наружные и внутренние поверхности сварного шва на обоих концах каждой трубы длиной 50 мм должны быть обследованы магнитопорошковым методом в соответствии с ИСO 13665. Любые несовершенства более 3 мм должны исследоваться и удаляться зачисткой.
Приложение
Е
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным стандартам
|
Обозначение ссылочного международного стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 3183-1:1996 |
ГОСТ Р ИСО 3183-1-2007 Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А |
|
ИСО 3183-2:1996 |
ГОСТ Р ИСО 3183-2-2007 Трубы стальные для трубопроводов. Технические условия. Часть 2.Требования к трубам класса В |
|
ИСО 6507-1:2005 |
ГОСТ Р ИСО 6507-1-2007 Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения |
|
ИСО 6508-1:1986 |
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу |
|
ИСО 6892:1998 |
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение. ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение |
|
ИСО 7438:1985 |
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб |
|
ИСО 7539-2:1989 |
ГОСТ 9.901.2-89 (ИСО 7539-2-89) Единая система защиты от коррозии и старения материалов и изделий. Металлы и сплавы. Испытания на коррозионное растрескивание образцов в виде изогнутого бруса |
|
ИСО 10124:1994 |
ГОСТ Р ИСО 10124-99 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений |
|
ИСО 10543:1993 |
ГОСТ Р ИСО 10543-99 Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии |
|
Примечание - Для других ссылочных международных стандартов соответствующие национальные стандарты отсутствуют. До их утверждения рекомендуется использовать перевод на русский язык этих международных стандартов. Переводы международных стандартов находятся в фонде технических регламентов и стандартов ОАО «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»). |
|
Библиография
Ключевые слова: нефтяная и газовая промышленность, стальные трубы, требования к технологии производства труб, размеры, химический состав, испытания, контроль, маркировка, условия поставки
|
|