|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ
БУРИЛЬНЫЕ
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 23786-79
(ИСО 5226-85)
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ТРУБЫ
БУРИЛЬНЫЕ ИЗ АЛЮМИНИЕВЫХ Технические условия Drill pipes of aluminium alloys. |
ГОСТ [ИСО 5226-85] |
Срок действия с 01.01.81
до 01.01.96
Настоящий стандарт распространяется на трубы бурильные переменного сечения из алюминиевых сплавов, изготовленные методом горячего прессования.
Допускается с 1 января 1992 г. изготовлять трубы в соответствии с приложением.
(Измененная редакция, Изм. № 4).
1. КЛАССИФИКАЦИЯ
1.1. Трубы подразделяются
по форме сечения:
ТБ - с внутренними концевыми утолщениями (законцовками), черт. 1;
ТБП - с внутренними концевыми утолщениями (законцовками) и протекторным утолщением, черт. 2;
по виду изготовления:
без нарезанной резьбы, черт. 1, 2;
с нарезанной правой резьбой и с навинченными стальными замками, черт. 3;
по виду прочности:
нормальной прочности;
повышенной прочности - ПП;
по точности изготовления толщины стенки основного сечения:
нормальной точности;
повышенной точности - П.
Трубы повышенной точности изготовляют по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 4).
2. СОРТАМЕНТ
2.1. Размеры труб с внутренними концевыми утолщениями, изготовляемых без резьбы, и предельные отклонения по ним должны соответствовать указанным на черт. 1 и в табл. 1.
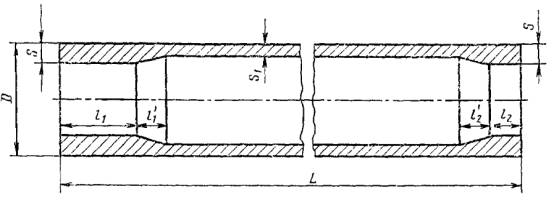
Черт. 1
Таблица 1
мм
|
Толщина стенки концевого утолщения S |
Толщина стенки основного сечения S1 |
Предельные отклонения по толщине стенки основного сечения |
Длина концевого утолщения |
|||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
нормальной точности |
повышенной точности |
l1, (пред, откл. |
l2 (пред, откл. |
|
|
54 |
± 0,6 |
13 |
± 1,3 |
7,5 |
± 0,7 |
± 0,4 |
150 |
150 |
|
64 |
+ 1,5 - 0,5 |
+ 1,5 - 1,0 |
8,0 |
± 0,8 |
200 |
200 |
||
|
73 |
16 |
+ 2,0 - 1,0 |
9,0 |
± 0,9 |
||||
|
90 |
||||||||
|
95 |
+ 1,5 - 1,0 |
26 |
+ 2,5 - 1,5 |
740 |
330 |
|||
|
103 |
15 |
+ 2,0 - 1,0 |
250 |
250 |
||||
|
108 |
27 |
+ 2,5 - 1,5 |
8,0 |
± 0,8 |
750 |
450 |
||
2.2. Размеры труб с внутренними концевыми утолщениями, изготовляемых с нарезанной правой резьбой и навинченными стальными замками, и предельные отклонения по ним должны соответствовать указанным на черт. 1 и в табл. 2.
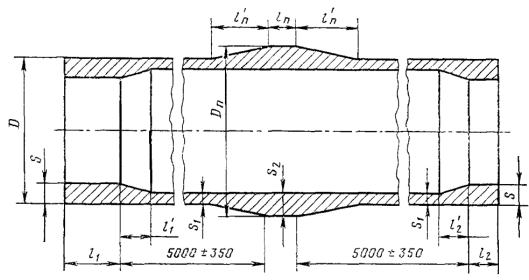
Черт. 2
Таблица 2
мм
|
Наружный диаметр D (пред. откл. |
Толщина стенки концевого утолщения S |
Толщина стенки основного сечения S1 |
Продельные отклонения по толщине стенки основного сечения |
Длина концевого утолщения |
|||
|
Номин. |
Пред. откл. |
нормальной точности |
повышенной точности |
l1 (пред. откл. |
l2 (пред. откл. |
||
|
114 |
15 |
+ 2,0 - 1,0 |
10 |
± 1,0 |
± 0,5 |
1300 |
250 |
|
129 |
9 |
± 0,9 |
± 0,4 |
||||
|
17 |
+ 2,5 - 1,5 |
11 |
± 1,1 |
± 0,5 |
|||
|
147 |
15 |
+ 2,0 - 1,0 |
9 |
± 0,9 |
± 0,4 |
||
|
17 |
+ 2,5 - 1,5 |
11 |
± 1,1 |
± 0,5 |
|||
|
20 |
13 |
± 1,3 |
± 0,5 |
||||
|
22 |
+ 2,8 - 1,7 |
15 |
± 1,5 |
± 0,5 |
|||
|
24 |
17 |
± 1,7 |
± 0,5 |
||||
2.3. Размеры труб с внутренними концевыми утолщениями и протекторным утолщением, изготовляемых с нарезанной правой резьбой и навинченными стальными замками, и предельные отклонения по ним должны соответствовать указанным на черт. 2 и в табл. 3.
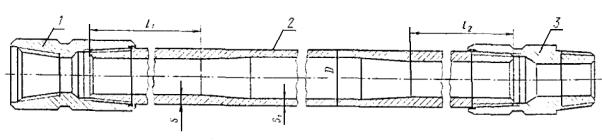
1 - муфта замка; 2 - труба; 3 - ниппель замка
Черт. 3
Таблица 3
мм
|
Наружный диаметр D (пред. откл. |
Диаметр
протекторного утолщения Dп (пред. откл. |
Толщина стенки
концевого утолщения S (пред. откл. |
Толщина стенки основного сечения S1 |
Предельные отклонения по толщине стенки основного сечения |
Толщина стенки
протекторного утолщения S2 (пред. откл. |
Длина концевого утолщения |
Длина протекторного утолщения lп (пред. откл. ± 50) |
||
|
нормальной точности |
повышенной точности |
l1 (пред. откл. |
l2 (пред. откл. |
||||||
|
114 |
134 |
15 |
10 |
± 1,0 |
± 0,5 |
20 |
1300 |
250 |
300 |
|
129 |
150 |
17 |
11 |
± 1,1 |
± 0,5 |
21,5 |
1300 |
250 |
300 |
|
147 |
172 |
23,5 |
|||||||
|
170 |
197 |
24,5 |
|||||||
|
170 |
197 |
13 |
± 1,3 |
± 0,5 |
26,5 |
||||
2.1 - 2.3. (Измененная редакция, Изм. № 4).
2.4. По согласованию изготовителя с потребителем допускается изготовлять трубы с размерами, указанными в табл. 2 и 3, без резьбы и без замков.
По требованию потребителя допускается изготовлять трубы с промежуточными размерами по наружному диаметру, толщине стенки и длине концевого и протекторного утолщений, не указанными в табл. 1 - 3. При этом предельные отклонения по наружному диаметру и толщине стенки принимаются как для ближайшего меньшего размера.
(Измененная редакция, Изм. № 2).
2.5. Номинальная длина труб без протекторного утолщения должна быть:
4,5 м при наружном диаметре трубы 54 мм;
5,3 м » » » » 64 мм;
9,0 м » » » » св. 64 до 110 мм;
12,0 м » » » » св. 110 мм.
Номинальная длина труб с протекторным утолщением должна быть 12,0 м, вне зависимости от величины наружного диаметра.
2.5.1. Предельные отклонения по длине труб не должны превышать плюс 150, минус 200 мм.
2.5.2. Допускаются трубы с предельными отклонениями по длине не более плюс 300, минус 350 мм в количестве не более 5 % труб партии.
Труба бурильная (ТБ) из алюминиевого сплава марки Д16, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, нормальной точности изготовления, с внутренними концевыми утолщениями, с наружным диаметром 147 мм и толщиной стенки основного сечения 11 мм:
ТБ Д16.Т 147´11 ГОСТ 23786-79
То же, с протекторным утолщением (ТБП):
ТБ Д16.Т 147´11 ГОСТ 23786-79
То же, повышенной прочности:
ТБП Д16.Т.ПП 147´11 ГОСТ 23786-79
То же, повышенной точности:
ТБП Д16.Т.ПП 147´11 П ГОСТ 23786-79
(Измененная редакция, Изм. № 4).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Трубы должны изготовляться из алюминиевого сплава марки Д16 с химическим составом по ГОСТ 4784-74.
3.2. Трубы изготовляют в закаленном и естественно состаренном состоянии.
3.3. Механические свойства труб нормальной прочности при растяжении должны соответствовать нормам, указанным в табл. 4.
Таблица 4
|
Механические свойства, не менее |
|||
|
Временное сопротивление sв |
Предел текучести s0.2 |
Относительное удлинение d5, % |
|
|
МПа (кгс/мм2) |
|||
|
От 54 до 120 |
392 (40) |
255 (26) |
12 |
|
Св. 120 |
421 (43) |
274 (28) |
10 |
3.4. Механические свойства труб повышенной прочности при растяжении должны соответствовать нормам, указанным в табл. 5.
Таблица 5
|
Механические свойства, не менее |
|||
|
Временное сопротивление sв |
Предел текучести s0.2 |
Относительное удлинение d5, % |
|
|
МПа (кгс/мм2) |
|||
|
От 54 до 120 |
392 (40) |
294 (30) |
12 |
|
Св. 120 |
421 (43) |
- |
10 |
3.5. Наружная и внутренняя поверхности труб должны быть чистыми. На поверхности труб не допускаются раковины, трещины, расслоения, неметаллические включения и пятна коррозионного происхождения.
3.5.1. Не допускаются плены, отслоения, пузыри, забоины, царапины, риски, задиры, вмятины, запрессовки, если глубина их залегания, определяемая контрольной зачисткой, превышает предельные отклонения на толщину стенки.
Допускаются цвета побежалости, темные и белые пятна и следы технологической смазки.
3.6. На наружной поверхности протекторного утолщения и переходов к нему не допускаются продольные расслоения, если их глубина, определяемая контрольной зачисткой, превышает 2,0 мм.
3.7. Допускается в месте перехода от утолщения к основному сечению трубы один кольцевой пережим при условии соответствия толщины стенки и внутреннего диаметра трубы требованиям, указанным в табл. 1 - 3 и на чертеже.
Величина пережима не должна выводить наружный диаметр трубы за предельные отклонения:
плюс 1,0 и минус 2,0 мм - для труб с наружным диаметром 54 и 64 мм;
плюс 2,5 и минус 5,0 мм - для всех остальных труб, указанных в табл. 1 - 3.
3.8. Макроструктура труб должна быть без трещин, раковин, расслоений, утяжин, надрывов и рыхлот.
Допускаются:
неметаллические включения размером не более 1,0 мм в количестве не более трех штук;
отслоения глубиной не более 1,5 мм от наружной поверхности и не более 3,0 мм - от внутренней поверхности.
3.9. Микроструктура труб после закалки не должна иметь следов пережога.
3.10. Трубы, изготовляемые без замков, должны быть ровно обрезаны, в месте реза на наружной поверхности труб не должно быть заусенцев. Косина реза не должна превышать 7,5 мм.
3.11. Овальность и разностенность труб не должна выводить их размеры за предельные отклонения соответственно по наружному диаметру и толщине стенки.
3.12. Кривизна труб на одном метре длины на средней трети длины трубы не должна превышать 1,5 мм, а на остальных участках, исключая протекторное утолщение и места переходов от основного сечения трубы к утолщениям - 1,3 мм.
3.13. Отклонение от соосности протекторного утолщения и
основного сечения трубы, примыкающего к переходным зонам длиной ![]() не должна превышать 7
мм.
не должна превышать 7
мм.
(Измененная редакция, Изм. № 3, 4).
3.14. Длина переходных зон от концевого утолщения к
основному сечению трубы ![]() и
и ![]() должна быть не
более 300 мм, от протекторного утолщения к основному сечению трубы
должна быть не
более 300 мм, от протекторного утолщения к основному сечению трубы ![]() - не более 1800 мм
(см. черт. 1, 2).
- не более 1800 мм
(см. черт. 1, 2).
3.16. Требования к резьбам должны соответствовать ГОСТ 631-75, ГОСТ 632-80 или НТД.
3.17. Технология изготовления труб с замками должна соответствовать НТД.
4. ПРАВИЛА ПРИЕМКИ
4.1. Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного состояния материала и одного вида прочности, одного типа, одного диаметра, одной толщины стенки, одной точности изготовления и оформлена одним документом о качестве.
Документ о качестве должен содержать:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку сплава;
состояние материала и вид прочности;
типоразмер труб;
номер партии;
номера труб (для труб с наружным диаметром 114 мм и более);
количество труб в партии;
результаты испытаний;
дату отгрузки;
обозначение настоящего стандарта.
(Измененная редакция, Изм. № 2, 4).
4.2. Химический состав определяют на двух трубах партии.
Допускается на предприятии-изготовителе определять химический состав на пробах от каждой плавки, взятых из разливочной печи.
4.3. Проверку наружного диаметра трубы, диаметра протекторного утолщения, толщины стенок и длины концевых утолщений, длины протекторного утолщения проводят на каждой трубе партии.
4.3.1. Толщину стенки основного сечения трубы, протекторного утолщения, а также длину переходных зон от основного сечения трубы к утолщениям проверяют на одной трубе от каждой 1000 труб.
4.3, 4.3.1. (Измененная редакция, Изм. № 1).
4.3.2. Овальность и разностенность концевых утолщений определяют на каждой трубе.
Овальность и разностенность основного сечения и протекторного утолщения проверяют выборочно на одной трубе от каждой 1000 труб.
4.3.3. Проверке местной кривизны подвергают каждую трубу на участках с постоянной толщиной стенки.
4.3.4. Отклонение от соосности протекторного утолщения и основного сечения трубы определяют на каждой трубе.
(Измененная редакция, Изм. № 3, 4).
4.4. Проверке качества поверхности подвергают каждую трубу.
4.5. Для проверки механических свойств отбирают две трубы от партии.
4.6. Проверку макроструктуры проводят на двух трубах от партии.
При получении неудовлетворительных результатов испытания на утяжину (при условии соответствия макроструктуры остальным требованиям) проверку проводят до полного выведения утяжины.
4.7. Проверку микроструктуры труб на отсутствие пережога проводят на двух трубах партии.
При наличии пережога трубы, подвергавшиеся проверке, бракуют, остальные трубы из партии термической обработки подвергают сплошному контролю, при этом под партией термической обработки понимается количество труб между предыдущей и последующей проверками на отсутствие пережога.
4.8. Правила приемки резьб - по ГОСТ 631-75, ГОСТ 632-80 и НТД.
4.9. При получении неудовлетворительных результатов при проверке выборки хотя бы по одному из показателей, по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
Допускается проводить поштучный контроль труб.
5. МЕТОДЫ ИСПЫТАНИЙ
(Измененная редакция, Изм. № 2, 4).
Проверку длины труб проводят рулеткой по ГОСТ 7502-80.
5.3. (Исключен, Изм. № 1).
5.4. Отклонение от соосности протекторного утолщения и основного сечения трубы определяют по биению, при этом расстояние между опорами (люнетами) не должно превышать 4 м.
(Измененная редакция, Изм. № 3, 4).
5.5. Наружные поверхности труб и внутренние поверхности концевых утолщений труб осматривают без применения увеличительных приборов.
5.6. Контрольную зачистку поверхностных дефектов проводят бормашинкой, шабером или другим инструментом без последующей обработки шлифовальной шкуркой. Параметр шероховатости зачищенной поверхности Rz должен быть не более 80 мкм по ГОСТ 2789-73.
5.7. Испытание механических свойств на растяжение проводят по ГОСТ 10006-80. Испытание проводят на двух образцах, вырезанных из любого концевого утолщения каждой проверяемой трубы в продольном направлении методом, не вызывающим изменения структуры и механических свойств металла. Форма и размеры образцов - по ГОСТ 1497-84.
Допускается определять механические свойства вихретокового метода по методике предприятия-изготовителя. В случае возникновения разногласий контроль механических свойств проводят методом растяжения.
(Измененная редакция, Изм. № 3).
5.8. Макроструктуру труб проверяют на поперечных макротемплетах, вырезанных из утяжинных концевых утолщений проверяемых труб.
5.9. Микроструктуру труб проверяют металлографическим методом на образце, вырезанном из концевого утолщения. Допускается проверка вихретоковым методом по НТД.
В случае возникновения разногласий контроль микроструктуры проводят металлографическим методом.
(Измененная редакция, Изм. № 3).
5.10. Методы испытаний резьбы должны соответствовать указанным в ГОСТ 631-75, ГОСТ 632-80 или НТД.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Каждая труба должна иметь маркировку с указанием:
марки сплава;
состояния материала;
вида прочности;
наружного диаметра и толщины стенки основного сечения, трубы в мм;
номера партии;
номера трубы (для труб с наружным диаметром 114 мм и более);
штампа отдела технического контроля;
условного обозначения предприятия-изготовителя.
Маркировку наносят клеймом на наружную поверхность одного из концевых утолщений на расстоянии не более 150 мм от места перехода к основному сечению трубы.
По согласованию изготовителя с потребителем маркировку наносят в определенном месте концевого утолщения.
Транспортная маркировка грузовых мест - по ГОСТ 14192-77 с нанесением дополнительных надписей:
наименования продукции;
марки сплава;
состояния материала;
вида прочности;
размера труб;
номера партии.
(Измененная редакция, Изм. № 4).
Замки должны быть обернуты двухслойной упаковочной бумагой по ГОСТ 8828-89 или битумированной упаковочной бумагой по ГОСТ 515-77, намотанной на замок в 4-5 слоев, и обвязаны шпагатом в двух местах.
(Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ
Рекомендуемое
МЕЖДУНАРОДНЫЙ СТАНДАРТ
|
МАТЕРИАЛЫ
И ОБОРУДОВАНИЕ Трубы
бурильные из алюминиевых Materials and equipment for
petroleum |
Рег.
№ ИСО |
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий международный стандарт содержит характеристики бурильных труб из алюминиевых сплавов с навинченными стальными замками, применяемых для бурения нефтяных и газовых скважин.
2. ССЫЛКИ
ИСО 2566/1 Сталь. Перевод величин удлинения. Часть 1. Углеродистые и низколегированные стали.
ИСО 2566/2. Сталь. Перевод величин удлинения. Часть 2. Аустенитные стали.
ИСО 3962 Материалы и оборудование для нефтяной и газовой промышленности. Замки для стальных бурильных труб для нефтяных и газовых скважин.
ИСО 6892 Металлические материалы. Испытание на растяжение.
ИСО 8492 Металлические материалы. Трубы. Испытание на сплющивание.
3. СОСТОЯНИЕ ПОСТАВКИ БУРИЛЬНЫХ ТРУБ
Бурильные трубы из алюминиевых сплавов поставляются в виде:
а) трубных заготовок;
б) трубных заготовок с резьбой;
в) бурильных труб с навинченными замками.
4. ДАННЫЕ, КОТОРЫЕ ДОЛЖНЫ БЫТЬ ПРЕДСТАВЛЕНЫ ЗАКАЗЧИКОМ
4.1. При заказе потребитель должен указать:
а) номер настоящего международного стандарта;
б) общую длину поставляемой партии, м;
в) тип бурильных труб или трубных заготовок:
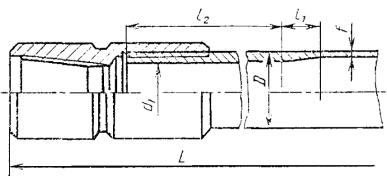
с утолщенными наружу концами (см. черт. 1);
с утолщенными внутрь концами (см. черт. 2);
г) размер (наружный диаметр), мм (см. табл. 4);
д) толщину стенки, мм (см. табл. 5 и 6):
е) группу труб по длине (см. табл. 3);
ж) группу материала труб (см. табл. 1);
з) сроки поставки;
и) указания по отгрузке и требования заказчика;
к) состояние поставки (см. разд. 3).
4.2. Потребитель должен также уточнить дополнительные требования:
покрытия труб;
виды консервационной смазки.
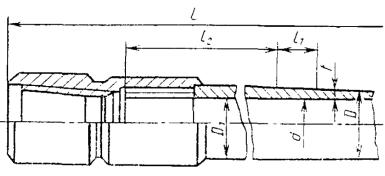
Черт. 1
Труба с утолщенными наружу концами
Черт. 2.
Труба с утолщенными внутрь концами
5. ОБОЗНАЧЕНИЕ
Обозначение трубы, изготовленной по настоящему международному стандарту, должно содержать:
а) тип концов;
б) размер (наружный диаметр), мм;
в) толщину стенки, мм;
г) группу материала;
д) группу длины;
е) ссылку на настоящий стандарт.
Пример. Бурильная труба из алюминиевых сплавов с утолщенными наружу концами Æ 114´9, группа материала 1, группа длины 2, согласно стандарту ИСО 5226.
6. ТРЕБОВАНИЯ К МАТЕРИАЛУ
6.1. Бурильные трубы из алюминиевых сплавов должны соответствовать требованиям, указанным в табл. 1. Они могут быть разделены на три группы:
а) группа 1 - без дополнительных требований к коррозионной стойкости и теплостойкости;
б) группа 2 - повышенной коррозионной стойкости;
в) группа 3 - повышенной теплостойкости.
Таблица 1
Характеристика материала бурильных труб
|
Значение |
|||
|
Группа материала |
|||
|
1 |
2 |
3 |
|
|
Предел прочности при растяжении Rm, Н/мм2, не менее* |
530 |
345 |
390 |
|
Предел текучести при растяжении Rp, Н/мм2, не менее* |
460 |
275 |
295 |
|
Удлинение после разрыва, sне менее |
8 |
10 |
12 |
|
Скорость коррозии в 3,5 % -ном растворе NaCl, кг/м2×с, не более |
- |
1,4´10-8 |
- |
|
Испытание на сплющивание**, расстояние между плоскостями, не более |
0,75D |
0,70D |
0,70D |
* При эксплуатации труб из материалов 1 и 2 групп при температуре свыше 120 °С и группы 3 - свыше 140 °С следует учитывать возможное изменение механических свойств материала, указываемое изготовителем.
** D - диаметр трубы.
6.2. Материал стальных бурильных замков должен соответствовать требованиям, приведенным в табл. 2.
Таблица 2
Характеристика материала замковых соединений
|
Минимальное значение |
|
|
Предел прочности при растяжении Rm, Н/мм2 |
880 |
|
Предел текучести при растяжении Rp, Н/мм2 |
735 |
|
Удлинение после разрыва*
A (L0 = 5,65 |
12 |
|
Относительное сужение Z, % |
45 |
|
Ударная вязкость КСИ, Дж/м2 |
680×103 |
|
Твердость по Бринеллю, НВ |
280 |
*
Если применяются другие расчетные длины, то соответствующие значения удлинения
получают в соответствии с международным стандартом ИСО 2556. В спорных случаях следует
применять расчетную длину L0
= 5,65 ![]() .
.
7. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ ТРУБ
7.1. Конструкция
Конструкция бурильных труб из алюминиевых сплавов должна соответствовать требованиям, приведенным на черт. 1 для труб, выполненных с утолщенными наружу концами, и на черт. 2 для труб, выполненных с утолщенными внутрь концами.
7.2. Длина
Длина труб должна соответствовать требованиям, приведенным в табл. 3.
Таблица 3
|
Длина L, м |
|||
|
Группа 1 |
Группа 2 |
Группа 3 |
|
|
Труба с навинченным замком |
5,5 |
9,0 |
12,3 |
|
Труба без замка |
5,3 |
8,7 |
12,0 |
Примечание. Допуск по длине для труб всех трех групп составляет ± 0,25 м.
7.3. Размеры труб и замков
Диаметры бурильных труб из алюминиевых сплавов и соответствующих им стальных замков должны соответствовать размерам, приведенным в табл. 4. Размеры бурильных труб с утолщенными наружу концами должны соответствовать данным, приведенным в табл. 5, а труб с утолщенными внутрь концами - в табл. 6.
Таблица 4
Диаметры труб и замков, мм
|
Трубы с утолщенными внутрь концами |
|||
|
Труба |
Замок |
Труба |
Замок |
|
73 |
108 |
60 |
80 |
|
89 |
118 |
73 |
90, 95 |
|
102 |
146 |
89 |
118 |
|
114 |
155 |
102 |
118, 133 |
|
127 |
178 |
114 |
140, 146 |
|
|
|
127 |
152, 155 |
|
|
|
140, 146 |
172, 178 |
|
|
|
168 |
197, 203 |
Примечание. Допускаемые отклонения для всех наружных диаметров стальных замков ± 0,5 мм.
7.4. Технологические переходы
При переходе от концевых утолщений к основному телу трубы допускается впадина или выступ, размер которых не должен превышать +2,5...-5,0 мм номинального размера наружного диаметра. Уменьшение толщины стенки трубы в этом месте не допускается.
Трубы должны быть прямолинейными. Допускаемая кривизна концевых участков на длине 1,5 м (исключая утолщенные концы) не должна превышать 1,3 мм на 1 м.
7.6. Овальность и разностепенность труб
Овальность и разностепенность не должны выводить трубу за пределы допусков по наружному диаметру и толщине стенки (табл. 5 и 6).
7.7. Торцы труб
В случае поставки трубных заготовок отклонение перпендикулярности плоскости торца заготовки от ее продольной оси не должно превышать 1 °С.
8. МЕТОДЫ ИСПЫТАНИЙ
8.1. Каждая партия труб на заводе-изготовителе должна быть осмотрена и подвергнута испытаниям.
8.2. Механическим испытаниям подвергается не менее 10 % труб каждой партии (но не менее одной трубы). Виды испытаний устанавливают в соответствии с табл. 1. Если испытания образца, представляющего партию труб, не соответствуют техническим требованиям табл. 1, то проводят повторные испытания удвоенного количества образцов той же партии. Если и эти образцы не соответствуют техническим требованиям, то вся партия бракуется.
Проверка механических свойств металла трубы должна быть проведена на образцах, вырезанных из утолщенной части трубы, методами неразрушающего контроля.
Проверка макроструктуры должна быть проведена на образцах, отбираемых в количестве 20 % каждой партии. Образцы отбирают после термообработки.
8.2.1. Испытание на расстояние должно соответствовать требованиям ИСО 6892.
8.2.2. Испытание трубы на сплющивание должно соответствовать требованиям ИСО 8492.
8.2.3. Испытание труб на твердость, а также на сплющивание проводится по требованию заказчика.
8.3. При поставке бурильных труб в сборе с замковыми соединениями метод испытания их на герметичность устанавливает изготовитель.
8.4. Скорость коррозии трубы, определяемая весовым методом, не должна превышать значений, приведенных в табл. 1.
Весовой метод основан на определении потери веса материала с единицу времени в химической среде с единицы поверхности образца. Не менее 5 % труб каждой партии должны быть подвергнуты коррозионным испытаниям.
Испытания материала труб на скорость коррозии должны осуществляться по просьбе заказчика при выборе материала для изготовления труб второй группы.
8.5. Осмотру должны быть подвергнуты каждая труба и каждый замок партии.
9. МЕТОДЫ ИЗМЕРЕНИЙ
9.1. Наружный диаметр измеряется в середине трубы в двух любых взаимно перпендикулярных плоскостях. Значения наружного диаметра должны соответствовать данным, приведенным в табл. 5, 6.
9.2. Для труб без замков наружный диаметр утолщенных концов измеряют до нарезания резьбы в двух любых взаимно перпендикулярных плоскостях на расстоянии 50 - 100 мм от торца трубы. Его значения должны соответствовать данным, приведенным в табл. 5, 6.
9.3. Толщина стенки, проверяемая любым из методов неразрушающего контроля, должна соответствовать данным, приведенным в табл. 5, 6.
9.4. Овальность должна измеряться в соответствии с п. 9.1. Разность наибольшего и наименьшего диаметров не должна выходить за пределы, приведенные в табл. 5, 6.
9.5. Кривизну трубы проверяют на горизонтальной плите. Наибольшее значение отклонения на длине 1,5 м от торца не должно превышать значений, указанных в п. 7.5.
10. ДЕФЕКТЫ
10.1. Наружная и внутренняя поверхности трубы должны быть чистыми, без раковин, трещин, расслоении, вздутий, посторонних включений, коррозионного поражения. Допускаются отдельные плены, царапины, риски, забоины, вмятины, остатки технологической смазки глубиной залегания в пределах допуска на наружный диаметр трубы.
10.2. Глубина допускаемого дефекта на наружной поверхности трубы определяется после пологой зачистки дефектного места способом, сохраняющим видимость дефекта до полного его удаления, и не должна выводить стенки за пределы допуска (табл. 5 и 6).
10.3. Зачеканка и заварка дефектов на наружной поверхности трубы не допускается.
10.4. По требованию потребителя и в его присутствии изготовителем может быть проведена проверка внутренней поверхности трубы.
11. РЕЗЬБЫ ТРУБ И ЗАМКОВ
11.1. Замковые резьбы изготавливают в соответствии со стандартом ИСО 3962. По соглашению между изготовителем и заказчиком допускается поставка труб с другими замковыми резьбами.
11.2. Форму и размеры профиля резьбы для соединения замка с трубой устанавливают по соглашению между изготовителем и заказчиком.
12. МАРКИРОВКА
12.1. Бурильные трубы из алюминиевых сплавов и стальные замки, изготовленные в соответствии с настоящим международным стандартом, должны быть маркированы клеймами. Высота клейма должна быть равна 10 мм, глубина клеймения 0,3 - 0,7 мм. Клеймение трубы производится на наружной поверхности концевого утолщения на расстоянии не более 150 мм от перехода к основному сечению трубы. Знаки маркировки должны быть нанесены вдоль образующей на обоих концах трубы.
12.2. Последовательность нанесения маркировки следующая:
а) наименование изготовителя или товарный знак;
б) монограмма ИСО и ссылка на этот международный стандарт;
в) группа материала (см. п. 6.1);
Таблица 5
Бурильные трубы с утолщенными наружу концами
|
Размеры утолщенной части |
||||||||||
|
Наружный диаметр D |
Толщина стенки t |
Внутренний диаметр d, мм |
Наружный диаметр D1 |
Длина переходной зоны l1 |
Длина утолщенной части l2 |
|||||
|
мм |
допуск, % |
мм |
допуск, мм |
мм |
допуск, мм |
мм |
допуск, мм |
мм |
допуск, мм |
|
|
73 |
± 1 |
7 |
± 0,4 |
59 |
84 |
+ 2,5 - 1,0 |
450 |
+ 150 - 100 |
250 |
± 50 |
|
89 |
7 |
± 0,4 |
75 |
100 |
||||||
|
89 |
8 |
± 0,4 |
73 |
100 |
||||||
|
102 |
8 |
± 0,4 |
86 |
116 |
||||||
|
102 |
9 |
± 0,4 |
84 |
116 |
+ 3,0 - 1,2 |
350 |
+ 70 - 50 |
|||
|
114 |
9 |
± 0,4 |
96 |
129 |
||||||
|
114 |
10 |
± 0,5 |
94 |
129 |
||||||
|
127 |
9 |
± 0,4 |
109 |
142 |
||||||
|
127 |
11 |
± 0,5 |
105 |
142 |
||||||
Таблица 6
Бурильные трубы с утолщенными внутрь концами
|
Размеры утолщенной части |
||||||||
|
Наружный диаметр D |
Толщина стенки t |
Внутренний диаметр d1 |
Длина переходной зоны l1min, мм |
Длина утолщенной части l2 |
||||
|
мм |
допуск, % |
мм |
допуск, мм |
мм |
допуск, мм |
мм |
допуск, мм |
|
|
89 |
± 1 |
7 |
± 0,4 |
61 |
+ 0,2 - 3,0 |
40 |
250 |
± 50 |
|
89 |
8 |
± 0,4 |
61 |
|||||
|
102 |
8 |
± 0,4 |
74 |
|||||
|
102 |
9 |
± 0,4 |
74 |
|||||
|
114 |
9 |
± 0,4 |
84 |
|||||
|
114 |
10 |
± 0,5 |
84 |
|||||
|
127 |
9 |
± 0,4 |
93 |
+ 2,5 - 4,0 |
55 |
350 |
+ 75 - 50 |
|
|
127 |
11 |
± 0,5 |
93 |
|||||
|
140 |
9 |
± 0,4 |
106 |
|||||
|
140 |
11 |
± 0,5 |
106 |
|||||
|
146 |
9 |
± 0,4 |
112 |
|||||
|
146 |
11 |
± 0,5 |
112 |
|||||
|
168 |
9 |
± 0,4 |
134 |
|||||
|
168 |
11 |
± 0,5 |
134 |
|||||
г) размер (наружный диаметр) трубы, мм;
д) толщина стенки, мм;
е) группа длины;
ж) номер партии и номер трубы в партии;
з) типоразмер замка.
Трубы с левой резьбой обозначаются буквой L.
12.3. По требованию заказчика и в его присутствии бурильные трубы из алюминиевых сплавов, кроме клеймения, предусмотренного п. 12.2, могут быть маркированы краской в середине трубы или в другом любом месте. Маркировку следует наносить вдоль образующей трубы. Высота букв и цифр должна быть 35 - 50 мм. Последовательность нанесения маркировки краской такая же, как и в п. 12.2.
12.4. На каждом замке (муфте и ниппеле) должен быть выполнен поясок для маркировки шириной 10 мм.
На поясок наносят клеймом следующие данные:
а) название изготовителя или фабричная марка;
б) монограмма ИСО;
в) типоразмер и номер партии;
г) тип резьбы.
При поставке замков с левой резьбой выполняется опознавательный поясок шириной 5 мм, расположенный на расстоянии 10 мм от пояска для маркировки.
13. ТРАНСПОРТИРОВАНИЕ
13.1. Бурильные трубы из алюминиевых сплавов отгружают партиями. В каждую партию включают трубы одного диаметра, одной толщины стенки (одного типоразмера), одной группы материала и одной группы длины.
13.2. Каждая поставляемая партия труб должна быть снабжена сертификатом, который должен содержать:
а) наименование страны-изготовителя;
б) название изготовителя или товарный знак;
в) группу материала;
г) диаметр труб, толщины стенки и группу длины;
д) длину партии труб;
е) результаты механических и технологических испытаний;
ж) комплектность поставки (при поставке труб в сборе с замками указывается направление резьбы и типоразмер замка);
з) номер партии труб;
и) номер и наименование настоящего международного стандарта.
14. УСЛОВИЯ ПОСТАВКИ
14.1. Поставка бурильных труб из алюминиевых сплавов должна производиться в соответствии с требованиями, изложенными в п. 8.6.
14.2. При поставке труб с нарезанной резьбой с навернутыми замками резьбы должны быть покрыты смазкой, предотвращающей коррозию, и надежно защищены колпаками от повреждений при транспортировании и хранении.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственное комитета СССР по стандартам от 17.08.79 № 3159
2. Стандарт полностью соответствует ИСО 5226-85
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 9.011-79 |
|
|
ГОСТ 631-75 |
|
|
ГОСТ 4784-74 |
|
|
ГОСТ 5286-75 |
|
|
ГОСТ 7502-89 |
|
|
ГОСТ 7727-89 |
|
|
ГОСТ 11739.1-90 |
|
|
ГОСТ 11739.2-90 |
|
|
ГОСТ 11739.3-82 |
|
|
ГОСТ 11739.4-90 |
|
|
ГОСТ 11739.5-90 |
|
|
ГОСТ 11739.6-82 |
|
|
ГОСТ 11739.7-82 |
|
|
ГОСТ 11739.8-90 |
|
|
ГОСТ 11739.9-90 |
|
|
ГОСТ 11739.10-90 |
|
|
ГОСТ 11739.11-82 |
|
|
ГОСТ 11739.12-82 |
|
|
ГОСТ 11739.13-82 |
|
|
ГОСТ 11739.14-82 |
|
|
ГОСТ 11739.15-82 |
|
|
ГОСТ 11739.16-90 |
|
|
ГОСТ 11739.17-90 |
|
|
ГОСТ 11739.18-90 |
|
|
ГОСТ 11739.19-90 |
|
|
ГОСТ 11739.20-82 |
|
|
ГОСТ 11739.21-90 |
|
|
ГОСТ 11739.22-90 |
|
|
ГОСТ 11739.23-82 |
|
|
ГОСТ 11739.24-82 |
5. Переиздание (октябрь 1990 г.) с Изменениями № 1, 2, 3, 4, утвержденными в октябре 1987 г., сентябре 1983 г., октябре 1985 г., июне 1990 г. (ИУС 12-81, 12-83, 10-85, 10-90)
СОДЕРЖАНИЕ
|
6. Маркировка, упаковка, транспортирование и хранение. 7 1. Назначение и область применения. 7 3. Состояние поставки бурильных труб. 8 4. Данные, которые должны быть представлены заказчиком.. 8 |
|
|